
Hydraulic transmission can only convert mechanical energy forms, not produce mechanical energy; whereas electric motors can provide mechanical energy, therefore electric drive is the backend and foundation of hydraulic drive.
Modern electric motor technology is mature, with high energy efficiency (generally above 90%), simple maintenance, no emissions, and has been applied on a large scale. Reliability and cost have been accepted by the market. In addition, electric drive has advantages: in high-altitude areas where air is thin, power does not drop significantly like internal combustion engines; in cold environments, it does not have difficulty starting like internal combustion engines.
Fixed equipment, due to fixed position and convenient wiring, commonly uses electric motors to drive hydraulic pumps, and energy-saving requirements are not prominent.
Mobile equipment previously could only use internal combustion engines due to wiring limitations. Now, to reduce exhaust gas, PM2.5, and CO₂ emissions, two paths are being promoted:
Synthetic gasoline made from hydrogen and CO₂ from the air, can be used in gasoline engines, combustion only produces water and CO₂ (carbon neutral), no other pollution. The EU decided in 2023 to ban sales of new internal combustion engine vehicles after 2035, but those using e-Fuel are excluded. However, trucks and construction machinery currently mostly use diesel engines, so synthetic gasoline is not applicable.
If relying only on battery power, due to limited electricity storage, large quantities of batteries must be carried, which not only increases charging requirements but also causes equipment acceleration and deceleration energy consumption due to heavy batteries, and battery recycling and harmless treatment is a difficult problem.
Use the reaction between hydrogen (or methane) and oxygen to generate electricity, simultaneously producing water. However, to ensure reaction speed and gas storage capacity, gas needs to be at high pressure above 70MPa, and storage control equipment is technologically complex, expensive, and heavy; hydrogen refueling station cost is more than 10 times that of traditional gas stations.
In Germany, waste collection trucks with 26t load capacity previously used 200~300kW diesel engines. Due to high energy consumption from stop-and-go driving, Zoeller Group cooperated with Mercedes-Benz trucks to trial-produce fuel cell collection trucks. By the end of 2022, hundreds of units had been sold, showing that fuel cell technology is maturing. In recent years, “hydrogen mines (natural hydrogen)” have been discovered in many places. At the 2024 Hannover Industrial Fair, over a hundred companies exhibited hydrogen energy full industry chain component systems.
When to switch to electric drive (pure battery, hybrid, fuel cell) involves host design, and hydraulic engineers have little say, so they need to focus on noise reduction and energy-saving work.
When using internal combustion engines, hydraulic pump noise is not prominent. After switching to electric drive, electric motor noise is small, so hydraulic pump noise becomes the focus.
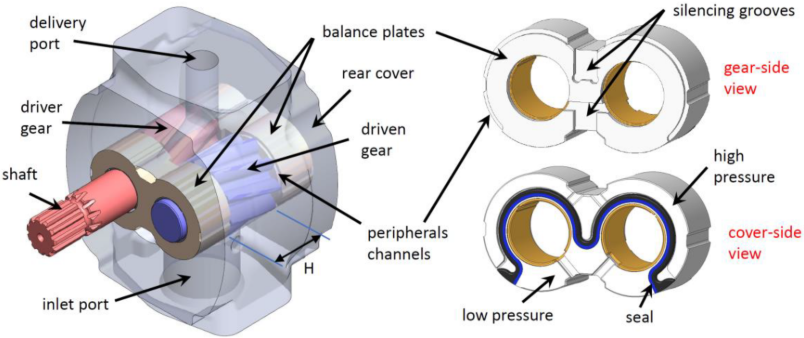
Internal gear pumps have developed rapidly in recent years because their noise is lower than piston pumps and vane pumps: continuous working pressure allows 300bar, instantaneous maximum 400bar, can reverse and work in four quadrants (both as pump and motor to recover energy). Those with bidirectional radial clearance compensation have been mass-produced; when matched with variable speed electric motors, they can partially replace axial piston variable displacement pumps.
Mobile equipment has high energy requirements, and hydraulic equipment energy consumption needs careful calculation. The energy-saving focus of electric-hydraulic drive is on mobile equipment hydraulic systems, with 80% of energy-saving effect determined by designers.
When a single pump drives multiple actuators, pump outlet pressure needs to be higher than the highest load pressure, and at low-pressure locations, valves are needed to consume excess pressure, with energy efficiency often below 30%. This can be reduced by optimizing actuator parameters (hydraulic cylinder piston diameter, motor displacement) to reduce load pressure differences.
Internal combustion engines are expensive and bulky, so mobile equipment generally only installs one, matched with a single pump/dual pump; electric motors are cheaper and can be separately matched with electric motor-pump for each actuator, reducing pressure waste. Moreover, wire transmission has low loss, convenient layout, and low cost.
Single pump-single actuator creates conditions for replacing hydrostatic control with volumetric control.
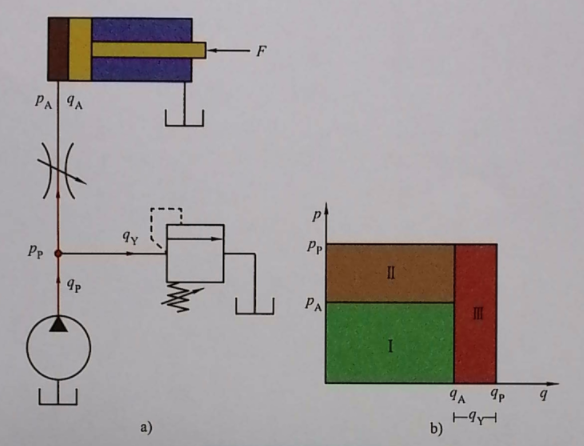
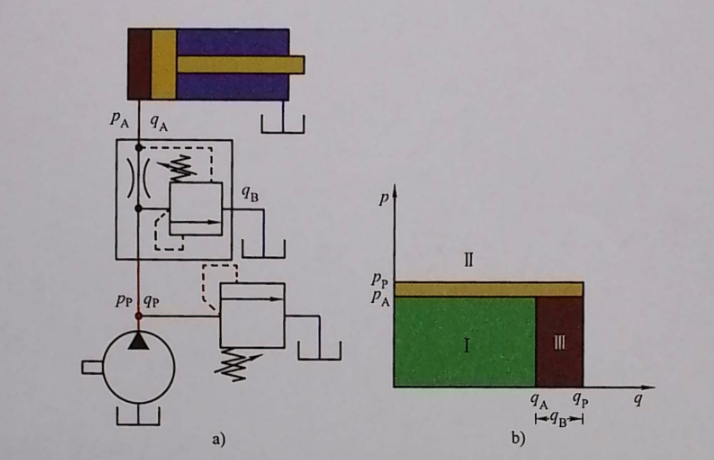
Traditional throttle speed control circuits use throttle valves to regulate flow, with excess flow returning to tank through relief valves causing waste; pump power is proportional to discharge flow, so adjusting flow on demand can reduce energy consumption.
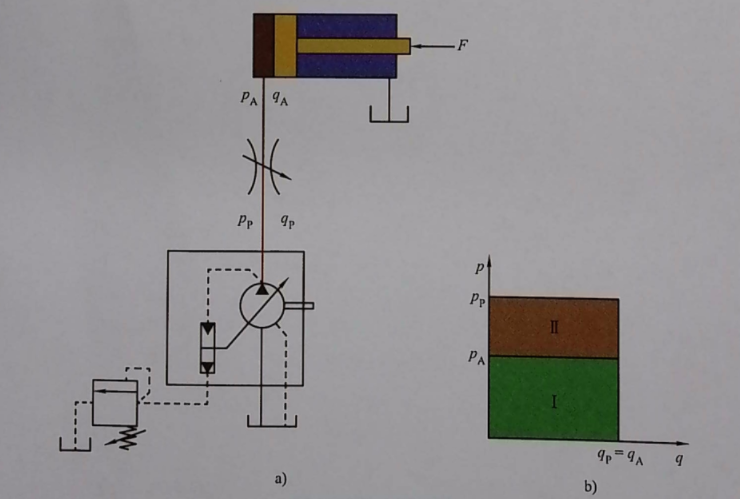
Use variable displacement pumps instead of fixed displacement pumps to supply flow on demand:
For example, constant pressure variable displacement pumps replace “fixed displacement pump + relief valve,” avoiding relief valve energy consumption; load-sensing pumps (constant pressure differential variable displacement pumps) can automatically adjust displacement, reducing excess flow waste.
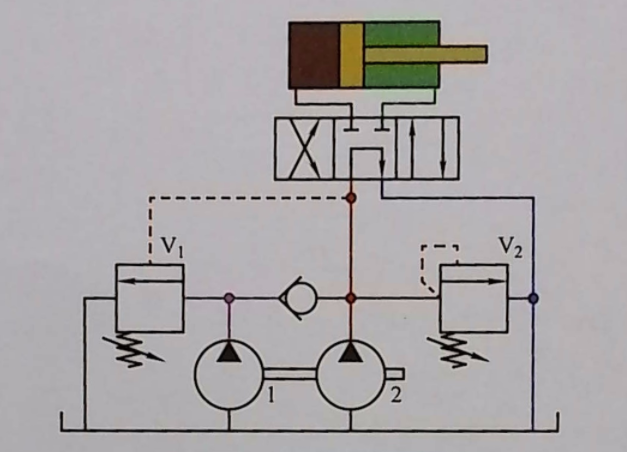
“Low-pressure large pump + high-pressure small pump” in parallel: At high pressure, only the small pump works, reducing drive torque, partially achieving variable displacement pump function.
Pump flow = displacement × speed, adjusting speed can adjust flow. Internal combustion engines have narrow speed regulation range. After using electric motors, speed regulation becomes an energy-saving option:
Variable frequency drive speed regulation:
Ordinary AC asynchronous motors have rated speed limited by grid frequency (e.g., 4-pole motor theoretical speed 1500r/min), actual speed determined by load, with narrow working range.
Variable frequency drives can convert DC to AC of different frequencies. Costs have dropped significantly (used in household air conditioners). Input commands can adjust motor speed over a wide range, and reducing speed can reduce pump noise.
Servo motors:
Ordinary AC asynchronous motors have reduced torque at low speeds. Pressure-holding conditions (low flow, high pressure) require high torque. If low-speed torque is insufficient, increasing speed will cause overflow energy waste.
Servo motors can maintain high torque at low speeds (near zero), suitable for high-pressure, low-flow conditions.
Note: Hydraulic pumps have low energy efficiency at low speeds. Variable displacement pumps can be matched, with simultaneous speed and displacement reduction at small flows, avoiding excessively low speeds.
Select circuits as needed:
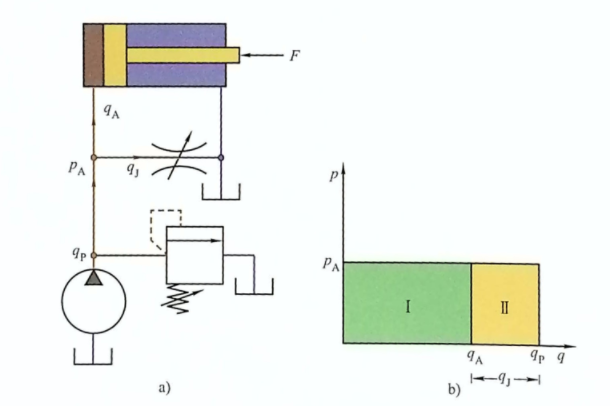
Use bypass throttling instead of inlet-outlet throttling. Pump outlet pressure equals hydraulic cylinder pressure, relief valve only serves as safety valve, and does not consume energy during normal operation; using three-way flow valves can make pump outlet pressure only slightly higher than hydraulic cylinder pressure, with energy efficiency close to bypass throttling.
Recover energy:
Energy from load descent and braking (such as aerial work platforms) is considerable and can be recovered and stored using accumulators for reuse during next operation.
Prioritize high-efficiency pumps and motors, low-friction seals, lightweight structures, variable-speed cooling fans, etc. For example, vane pump efficiency is higher than gear pumps, piston pumps even higher; Bosch Rexroth’s A3V2Q variable displacement pump launched in 2023 has self-priming speed up to 4000r/min, rated pressure 315bar, and can work in four quadrants (as pump/motor).
Reduce pressure loss when laying out circuits: use manifolds and cartridge valves, use fewer tube-mounted valves; reduce pipe length, fewer turns, increase bend radius, select larger pipe diameter to reduce transmission loss. Data: At flow rate 300L/min, every 1MPa reduction in pressure loss can reduce 5kW energy consumption.
Mobile hydraulic energy saving and emission reduction was a hot topic at the 2019 Munich Construction Machinery Exhibition:
Komatsu exhibited an 18kW electric mini excavator: 36kW·h lithium battery, working 2~6h.
Volvo exhibited electric mini excavators/loaders: lithium battery, working 8h, supporting fast and slow charging.
Caterpillar exhibited R1700XE electric loader: heat generation only 1/8 of non-electric, energy cost 1/10 of internal combustion engine.