
When objects in contact move at different speeds relative to each other, friction force occurs between them. Overcoming friction force consumes power, and friction force causes wear, shortening the service life of machinery. But on the other hand, friction force can help with braking, and reduce vibration. Therefore, there has been much in-depth research on the mechanisms of friction force and wear. Tribology has become a major field of study. Here, only the factors related to the movement of hydraulic valve spools are roughly analyzed.
Because friction force only occurs on surfaces that are in contact and have relative motion: for hydraulic valves, the spool and valve body of poppet valves are in contact when not opened (no relative motion), and separate from contact after opening, therefore the friction force between the spool and valve body of most poppet valves can basically be ignored; only the guide portion of sliding poppet valves maintains continuous contact with the valve body, having friction force (similar to sliding valves). Therefore, this section only discusses the friction force between the cylindrical spool and valve bore during axial movement of sliding valves.
As is well known, no matter how smooth a solid surface is, under a sufficiently magnified industrial microscope it is always uneven, and friction between solids comes from this unevenness.
When relatively stationary: the uneven contact surfaces mutually embed into each other (the degree of embedding depends on the normal pressure); when starting to move relative to each other: the embedded portions deform and micro-cutting occurs (macroscopically called “wear”, like drag marks from moving furniture); during continuous motion: the solid surfaces don’t have time to embed deeply, therefore dynamic friction force is less than static friction force at startup.
Daily life experience mostly comes from dry friction: it is generally believed that the hardness, roughness, and relative sliding speed of friction surfaces determine the friction coefficient, and normal pressure determines the magnitude of friction force (friction force = friction coefficient × normal pressure). When the spool is working (except at the parts in contact with seals), it is always immersed in oil, which is wet friction: there is a certain amount of oil between sliding surfaces, and the situation is more complex.
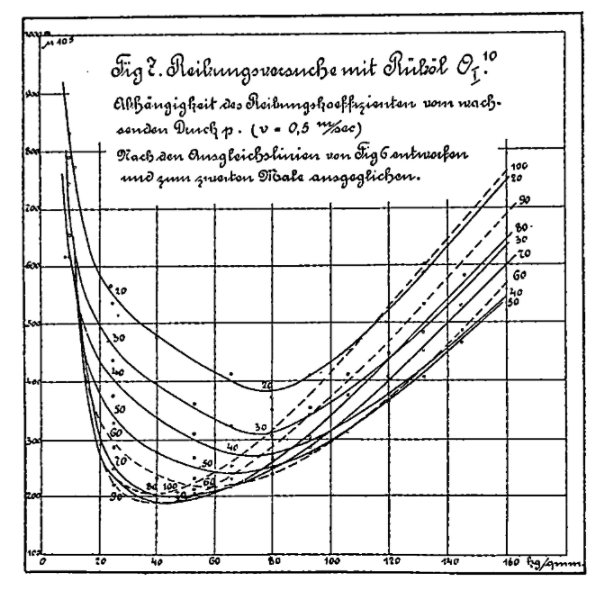
In 1901, German engineer Richard Stribeck published his research results, namely the Stribeck curve, which became the cornerstone of tribology. The horizontal axis of the Stribeck curve is the Hersey number (sliding bearing characteristic coefficient, dimensionless quantity, formula is (\eta ul/p); where (\eta) is liquid dynamic viscosity, u is sliding speed, p is normal pressure per unit length), and the vertical axis is the friction coefficient. The Stribeck curve macroscopically summarizes the nonlinear relationship between the friction coefficient of sliding friction pairs and the Hersey number (liquid viscosity, sliding speed, normal pressure).
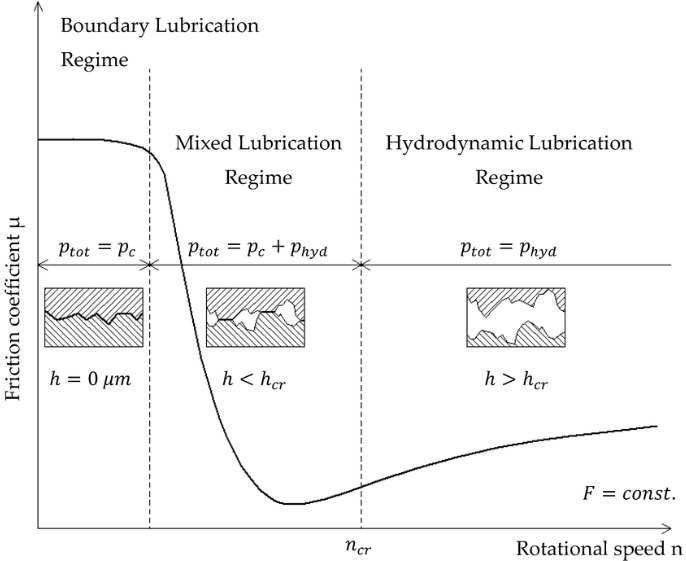
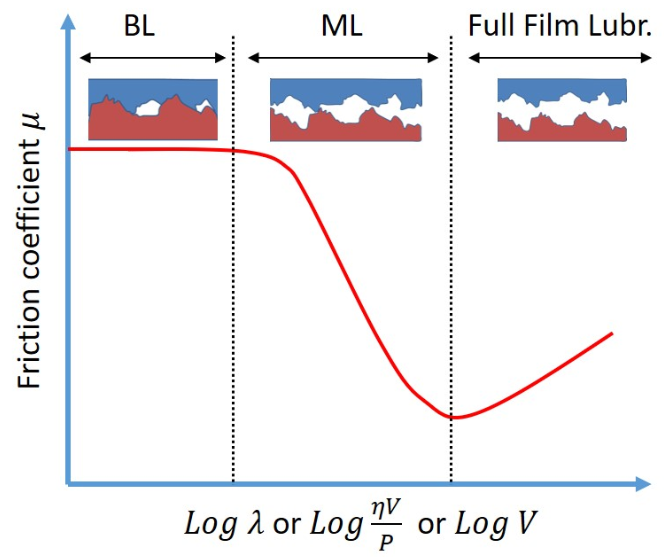
Later generations simplified it, and the friction state is determined by the relationship between clearance and surface roughness: clearance ≈ surface roughness height → boundary friction; clearance = 1~3 times surface roughness → mixed friction; clearance > approximately 3 times surface roughness → liquid friction.
Boundary friction is at the boundary between wet friction and dry friction, occurring when “sliding speed is low, normal pressure is large, clearance approaches surface roughness”: the clearance between valve bore and spool is already small (to reduce leakage), and when normal pressure is large, most of the oil will be squeezed out (especially low-viscosity oil); when sliding speed is low, little new oil is brought in, resulting in almost no oil between spool and valve body, solid surfaces approach/contact and mutually embed (approximating dry friction), friction coefficient is very high and must be avoided at all costs.
Methods to avoid boundary friction: reduce surface roughness (spool precision ground to (Rz 0.8\mu m) or below, pay attention to coolant filtration, deburring); reduce normal pressure; pay attention to spool and valve body material pairing (small clearance, molecular attraction plays a role).
Liquid friction occurs when “spool movement speed is constant and normal pressure is not large”: valve bore-spool clearance >> surface roughness, clearance is filled with oil, normal pressure is supported by oil. Friction force is caused by oil viscosity: the spool drives surface oil to move, valve bore surface oil is stationary, and the drag between oils forms resistance.
According to the definition of viscosity, the formula for friction force on the spool is:
(R = \nu\rho Au/s \quad (4-7))
(\nu): oil kinematic viscosity; (\rho): oil density; A: contact area; u: sliding speed; s: oil film thickness (i.e., clearance).
From equation (4-7), it can be seen:
① Friction force is proportional to sliding speed: the higher the speed, the greater the friction force (but spool speed must comply with system requirements and cannot be arbitrarily reduced);
② Friction force is inversely proportional to clearance: the larger the clearance, the smaller the friction force (but large clearance means more leakage and cannot be arbitrarily increased);
③ Friction force is proportional to oil viscosity: the higher the viscosity, the greater the friction force (valves prefer low-viscosity oil, but system oil viscosity must match the pump’s operating conditions).
The normal pressure of pump components is much greater than that of valves, so systems often select high-viscosity oil (to reduce oil squeeze-out), and valves can only adapt to this viscosity.
| Spool diameter d (mm) | Spool length L (mm) | Kinematic viscosity (\nu) ((mm^2/s)) | Oil density (\rho) ((kg/m^3)) | Movement speed u (mm/s) | Clearance s (mm) | Friction force R (N) |
|---|---|---|---|---|---|---|
| 12 | 100 | 32 | 860 | 200 | 0.010 | 2.1 |
| 12 | 100 | 32 | 860 | 200 | 0.005 | 4.1 |
| 12 | 100 | 32 | 860 | 200 | 0.002 | 10.4 |
Mixed friction occurs when “clearance = 1~3 times surface roughness”: normal pressure is jointly supported by solid rough surfaces and liquid, friction coefficient is low, which is the ideal motion state. In surface roughness, the profile maximum height Rz has a greater impact on friction coefficient: if (Rz=0.8\mu m) (grade 10), then mixed friction can be formed when single-sided clearance is 0.8~2.4μm.
The above analysis is a qualitative conclusion, and testing verification is needed for the actual applicability of sliding spools.
Actual friction force = friction coefficient × normal pressure; the normal pressure of sliding valves appears in the form of radial force (not necessary, but commonly encountered).
If pressure oil only acts on the spool from one direction, whether or not the oil flows, it will produce unilateral force, pressing the spool toward the valve body.
If circumferential grooves are machined in the valve body and multiple radially symmetrical holes are arranged, pressure oil acts on the spool from all directions, which can balance the acting force when not flowing (multiple flow passages have the same function, referred to as “a group of holes/a hole”).
When oil flows, the pressure at the downstream location is lower than upstream due to flow pressure drop, and unbalanced radial force will still be generated; therefore, the flow cross-sectional area of circumferential grooves should be larger.
1) Large machining dimensional error: spool outer diameter approaches/reaches valve bore inner diameter;
2) Form and position error: modern machining can achieve roughness < 0.few μm, diameter error < 2~3μm, but for spool-valve bore clearance of only a few μm, 2~3μm of barrel shape/bell mouth cannot be ignored, and attention is needed during assembly (automatic assembly should have push-in force limits);
3) Burrs/contaminating particles: stuck in the clearance, resulting in large radial force, local compression, stuck valve (friction force increases dramatically).
Cylindrical spool machining inevitably has taper; if clearance is not large, after installation into the valve body, asymmetric clearance will form; during operation, axial leakage of oil causes different pressure drops, asymmetric pressure distribution in the clearance area produces large radial force, namely “hydraulic clamping force”.
Solution: open pressure balance grooves on the spool cylindrical surface, oil can flow circumferentially along the grooves, balance circumferential pressure, and reduce radial force.
Actual spools usually have 1 thin circumferential groove opened every 3~5mm to weaken hydraulic clamping force.
When cartridge valves and sandwich valves are assembled with threaded rods, tightening force will deform the valve body/valve bore, causing clamping of the spool.
Solution measures: Design end: adopt structures that reduce stress in the valve bore area; Installation end: use torque wrench to limit tightening torque (note: tightening torque needs to distinguish between dry/wet friction at the threads – during wet friction, thread friction force is small and threaded rod tightening force is greater).
In addition, contaminating particles in the oil will damage the lubrication film and increase friction force. Large friction force easily causes spool crawling: when control force is small, it cannot be pushed; when thrust is large, the spool rushes far; almost all valves have hysteresis in steady-state characteristics, mainly caused by friction force.
Friction force is the resistance that must be overcome when moving the spool, involving design, machining, assembly and other multiple factors, with large variation range and difficult theoretical estimation, but through testing to accumulate experience, control can be achieved.