
Precision tolerances of 0.0002 inches define the threshold between reliable hyd spool valve operation and system failure. This radial clearance specification, documented across manufacturing standards from ISO 4401 to API 6D, represents the critical measurement that separates industrial-grade components from those prone to leakage, binding, or premature wear. Understanding these specifications transforms valve selection from guesswork into engineering certainty.
Quality specifications for directional control valves center on three core parameters that determine system reliability. Dimensional tolerances establish the foundation, with spool-to-bore clearances ranging from 3 to 13 microns for standard applications. High-performance servo valves demand tighter tolerances, operating within 5-10 micron clearances to minimize internal leakage while maintaining smooth movement.
Pressure ratings constitute the second specification tier. Industrial hyd spool valves typically operate between 3,000 and 3,600 PSI, with specialized units rated for 4,000+ PSI in heavy-duty applications. The pressure rating must account for system peaks, not just nominal operating pressure. ISO 10771 testing standards require validation at 1.5 times the rated pressure to ensure structural integrity under surge conditions.
Flow capacity specifications directly impact system performance. Standard monoblock valves handle 11-21 gallons per minute, while larger industrial units process 30-50 GPM. The flow rate specification must align with pump output and actuator requirements. Undersized valves create excessive pressure drop and heat buildup, while oversized units increase cost without performance benefit.
Material specifications ensure compatibility with hydraulic fluids and operating environments. Cast iron bodies provide durability for most applications, operating reliably from -40°F to 140°F. Spool materials require hardness ratings of RC 58-62 when using A10 tool steel or equivalent alloys. Surface finish specifications of 8-16 micro-inches Ra on spool lands prevent premature seal wear and maintain clearance tolerances throughout the valve’s operational life.
Port configuration follows standardized dimensions per ISO 4401-03-02, ensuring interchangeability across manufacturers. SAE port specifications (#8, #10, #12) or BSPP threading (3/8″, 1/2″) must match system requirements. Mounting dimensions conform to industry standards, with bolt patterns and interface surfaces machined to tight flatness tolerances, typically 0.002 inches across the mounting face.
Specification verification checklist:
The 0.0002-inch diametral clearance represents what engineers call the “Goldilocks zone” for hydraulic spool valves. Tighter clearances cause binding, particularly when contamination enters the system or thermal expansion occurs during operation. Looser clearances permit excessive internal leakage, reducing system efficiency and causing cylinder drift under load.
This critical dimension translates to 0.0001 inches on the radius, meaning the spool must be machined to within one ten-thousandth of an inch relative to the bore diameter. Achieving this tolerance requires precision grinding operations with careful attention to concentricity and straightness. The spool land needs to be as concentric and straight as possible, typically sparked out 0.002 inches oversize before final grinding with a clean wheel.
Clearance validation employs multiple measurement techniques. Bore gauges measure internal diameter at multiple points along the valve body length, checking for out-of-round conditions or taper. Micrometers verify spool diameter at corresponding positions. The differential between measurements confirms clearance uniformity. Air gauging provides rapid clearance verification during production, detecting deviations as small as 0.00005 inches.
Thermal considerations affect clearance specifications significantly. Hydraulic fluid temperatures reaching 140-180°F during normal operation cause differential expansion between the steel spool and iron body. The clearance specification must account for this thermal growth while maintaining adequate running clearance. Some high-performance systems incorporate thermal compensation through matched material coefficients or active cooling circuits.
Manufacturing process controls ensure clearance consistency. Precision cylindrical grinding with automated dressing systems maintains wheel geometry throughout production runs. In-process measurement stations verify dimensions before final assembly. Chrome plating, sometimes used to restore worn spools, requires careful control as coating thickness affects the critical clearance. The coating must be ground to exact specifications, with particular attention to balance grooves and crisp edge definition.
Field measurement of clearance provides diagnostic information about valve condition. A spool removed from service can be measured against specification tolerances to determine remaining service life. Clearances exceeding specification by 20-30% indicate approaching end-of-life, while uniform wear patterns suggest normal aging. Irregular wear or scoring points to contamination issues requiring immediate correction.
ISO 4401 establishes mounting interface dimensions for four-port directional control valves, ensuring physical interchangeability across manufacturers. The standard defines flange dimensions, bolt patterns, port locations, and sealing surface specifications. Valves meeting ISO 4401-03 specifications fit systems designed for that interface size, regardless of brand. This standardization reduces inventory complexity and enables component substitution during maintenance.
CE certification validates compliance with European Union machinery safety directives and pressure equipment requirements. The certification process involves design review, material verification, pressure testing, and quality system audits. CE-marked valves have undergone third-party assessment confirming they meet essential safety requirements. For hydraulic systems operating in EU markets or exported to those regions, CE certification becomes mandatory rather than optional.
ISO 10771 specifies hydraulic valve pressure testing procedures. The standard requires holding test pressure at 1.5 times the rated working pressure for a minimum duration while monitoring for leakage or structural deformation. Burst testing occurs at even higher pressures to establish safety margins. Manufacturers following ISO 10771 protocols provide documented test results traceable to specific production lots.
SIL (Safety Integrity Level) certification applies to valves used in safety-critical applications. The certification process includes failure mode analysis, reliability testing under various conditions, and lifecycle management procedures. SIL-rated valves demonstrate predictable behavior and quantified failure rates, essential for applications where valve malfunction could result in personnel injury or environmental damage.
API 6D, while primarily focused on pipeline valves, establishes quality principles applicable to industrial hydraulic valves. The standard addresses material traceability, non-destructive testing, and documentation requirements. Manufacturers adopting API 6D practices demonstrate commitment to quality control beyond minimum requirements.
Certification priorities by application:
Third-party verification adds credibility to certification claims. Independent test laboratories conduct pressure testing, leakage measurement, and cycle life evaluation. Documented test reports from accredited facilities provide objective performance data, particularly valuable when comparing competing products or qualifying new suppliers.
Pressure testing validates structural integrity and sealing effectiveness. The valve undergoes pressurization to 1.5 times its rated pressure, held for 10-15 minutes while inspectors examine all sealing surfaces for weepage or distortion. High-precision pressure gauges monitor stability during the test period. Any pressure drop exceeding 2% indicates potential seal issues requiring investigation. Hydrostatic testing uses water or light oil to detect even minor leaks through visual inspection.
Leakage testing quantifies internal leakage across valve ports. With the spool in the neutral position and system pressure applied, technicians measure fluid bypassing closed ports using calibrated flow meters or graduated cylinders. Acceptable leakage rates vary by valve size and design, typically ranging from 0-5 cubic centimeters per minute for precision valves to 20-50 cc/min for larger industrial units. ISO standards define maximum permissible leakage for each valve category.
Durability testing subjects valves to extended cycling under rated conditions. Automated test rigs operate valves through millions of cycles while monitoring pressure, flow, temperature, and response time. Quality valves withstand 10 million cycles without significant performance degradation. The test protocol includes periodic inspections at 1 million, 5 million, and 10 million cycle intervals. Measurements track internal leakage increase, spool friction changes, and seal condition throughout the test duration.
Response time measurement determines how quickly the valve shifts between positions. Test equipment monitors the time interval from solenoid energization to complete spool movement, typically measured in milliseconds. Faster response times enable more precise control but may increase shock in the system. Standard directional valves respond in 50-150 milliseconds, while high-speed valves achieve 20-40 millisecond switching times.
Contamination resistance testing evaluates valve performance when exposed to typical system contaminants. Test procedures introduce calibrated particle concentrations into the hydraulic fluid while monitoring valve operation. The test determines the contamination level that causes sticking, increased friction, or leakage beyond specifications. Valves demonstrating good contamination tolerance operate reliably with ISO 18/16/13 fluid cleanliness, while sensitive designs require ISO 16/14/11 or cleaner conditions.
Thermal cycling tests verify performance across the specified temperature range. Valves undergo repeated heating and cooling cycles from -40°F to 180°F while maintaining pressure and flow. The test reveals thermal expansion issues, seal hardening at low temperatures, or excessive leakage at elevated temperatures. Thermal shock testing provides additional validation by rapidly changing temperature extremes rather than gradual cycling.
Quality assurance testing frequency:
Spool material selection balances hardness, wear resistance, and machinability. A10 tool steel hardened to RC 58-62 provides excellent wear resistance while maintaining toughness. The hardening process must avoid distortion, requiring careful heat treatment procedures with proper fixturing. Alternative materials include stainless steel for corrosion resistance or chrome-plated mild steel for wear surface protection.
Body castings require careful quality control to prevent porosity or inclusions that could compromise pressure containment. Ductile iron provides good strength with reduced brittleness compared to gray iron. The casting process must minimize internal defects through proper gating design and solidification control. Pressure testing identifies gross defects, while ultrasonic or radiographic inspection detects subsurface flaws in critical applications.
Surface finish specifications on the spool lands and valve bore directly impact performance. Grinding operations must achieve 8-16 micro-inches Ra surface roughness. Smoother finishes reduce friction and seal wear but increase manufacturing cost. The finish must be uniform across all lands, as localized rough spots accelerate seal degradation and may initiate leakage paths.
Seal material compatibility with the hydraulic fluid proves critical for long-term reliability. Nitrile (Buna-N) seals work well with petroleum-based oils up to 200°F. Viton seals extend temperature range to 400°F and resist synthetic fluids. Polyurethane offers good abrasion resistance for high-cycling applications. Each seal material has specific swell characteristics, hardness ratings, and compatibility limitations that must match the application environment.
Manufacturing process controls maintain quality consistency across production runs. Statistical process control monitors critical dimensions, with automatic compensation when measurements trend toward specification limits. Tool wear tracking prevents out-of-tolerance parts from reaching assembly. Automated vision systems inspect surface finish and detect scratches, dents, or other defects missed by dimensional gauging.
Assembly procedures affect final quality despite excellent component manufacturing. Contamination introduced during assembly causes immediate or early-life failures. Clean-room assembly environments, filtered tools, and component washing systems minimize particle introduction. Torque specifications for fasteners prevent distortion while ensuring proper sealing. Assembly testing validates each valve before packaging, catching defects before they reach customers.
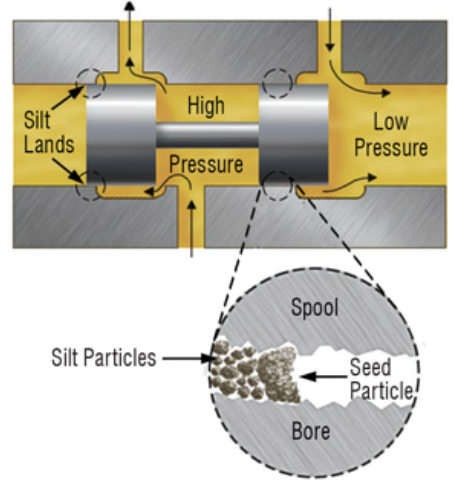
Silt-lock represents the most common failure mode for directional control valves. Hard particles (silt) or soft contaminants (varnish, sludge) accumulate in the narrow clearances between spool and bore. When clearances become invaded by these contaminants, significantly more force is required to move the spool. Test data shows that if clearances in a 1/8-inch spool valve operating at 3,000 PSI silt up, 30 pounds of force may be needed to shift the spool.
Prevention focuses on maintaining hydraulic fluid cleanliness. Adequate filtration removes particles before they reach valve clearances, with 10-micron absolute filtration recommended for standard valves and 3-6 micron filtration for precision units. Preventing contamination ingression through proper breather filters, rod seals, and system integrity eliminates the source rather than just filtering the result.
Internal leakage beyond specification indicates spool or bore wear. Contamination accelerates wear by acting as lapping compound between the spool and bore. Measurement of internal leakage during routine maintenance provides early warning of degradation. When leakage rates exceed specification by 50%, component replacement prevents system performance loss and potential secondary damage.
Thermal issues cause multiple problems. Excessive heat accelerates seal aging, reduces fluid viscosity (increasing leakage), and may cause thermal distortion of the spool or body. Systems operating continuously above 160°F require attention to heat dissipation through coolers or reduced duty cycles. Temperature monitoring identifies developing issues before they cause failures.
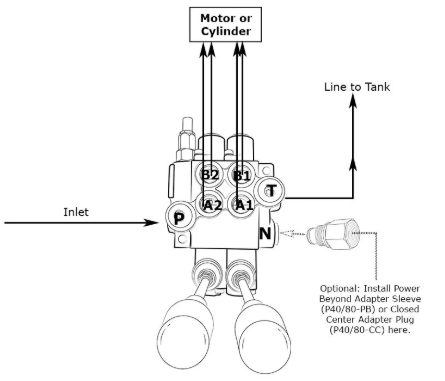
Incorrect spool selection leads to operational problems despite physical compatibility. Using cylinder spools (type A) for motor applications or motor spools (type D) for cylinders creates inefficient operation and may damage equipment. The neutral position configuration must match the system design, whether open-center, closed-center, or specialized configurations like tandem center or float.
External leakage from seal failure requires prompt attention to prevent contamination and fluid loss. O-ring seals have finite service life, typically 2-5 years depending on duty cycle and temperature. Preventive seal replacement during scheduled maintenance costs far less than emergency repairs or environmental cleanup. Seal compatibility with hydraulic fluid type must be verified when changing fluids or suppliers.
Preventive maintenance priorities:
Matching valve specifications to system requirements starts with pressure and flow calculations. The valve pressure rating must exceed maximum system pressure by at least 20% margin. Transient pressure spikes during sudden directional changes may reach 150-200% of nominal pressure, requiring valves rated for these peaks. Flow capacity should match pump output within 10%, avoiding undersizing that creates pressure drop and heat.
Application environment determines material and seal selections. Mobile equipment operating outdoors requires temperature ratings from -40°F to 140°F with appropriate seal materials. Indoor industrial applications may accept narrower ranges but benefit from longer seal life at moderate temperatures. Corrosive environments demand stainless steel bodies and Viton seals despite higher initial cost.
Response time requirements influence spool configuration and actuation method. Standard spring-return solenoid valves provide adequate speed for most applications. High-speed systems requiring sub-50-millisecond response need specialized valves with optimized flow paths and powerful actuation. The application must justify the cost premium for high-speed operation.
Certification requirements depend on market and application. Equipment sold in European markets requires CE certification. Safety-critical applications justify SIL-rated components despite higher costs. Standard industrial applications may use non-certified valves when performance specifications meet requirements.
Interchangeability considerations favor ISO 4401 compliant valves. The standardized mounting interface allows component substitution during maintenance, reducing inventory requirements and minimizing downtime. Custom interface valves may offer performance advantages but create supply chain challenges and complicate future service.
Quality tier selection balances initial cost against lifecycle value. Premium valves with documented testing, certified materials, and comprehensive specifications cost 20-40% more than budget alternatives. The premium pays for itself through longer service life, better reliability, and reduced maintenance. Budget valves suit non-critical applications where failure causes minimal disruption.
Supplier qualification should verify manufacturing capabilities and quality systems. Request certification documentation, test reports, and material traceability for critical applications. Visit manufacturing facilities when possible to assess process controls and testing infrastructure. Establish clear specifications and acceptance criteria before ordering, ensuring both parties understand requirements.
The standard specification calls for 0.0002 inches diametral clearance between spool and bore, equivalent to 0.0001 inches radial clearance. This tolerance applies to common directional control valves. Precision proportional valves operate with 10-15 micron clearances, while high-end servo valves achieve 5-micron clearances. Looser tolerances increase internal leakage and cylinder drift. Tighter tolerances risk spool binding, particularly when contamination enters the system or thermal expansion occurs during operation.
Begin with dimensional inspection of mounting surfaces and port threads. Verify pressure rating matches or exceeds system requirements with appropriate safety margin. Request certification documentation confirming material specifications and pressure testing results. Measure spool movement smoothness by manually operating the valve, checking for binding or rough spots. Examine seals for proper installation and material compatibility with the hydraulic fluid type. For critical applications, conduct pre-installation pressure testing and internal leakage measurement to establish baseline performance data.
ISO 4401 defines mounting interface dimensions for four-port directional control valves, ensuring interchangeability across manufacturers. ISO 10771 establishes pressure testing procedures, requiring validation at 1.5 times rated pressure. ISO 18/16/13 fluid cleanliness standards specify maximum particle counts for reliable valve operation. ISO 4406 provides the methodology for counting and sizing particles in hydraulic fluid. Valves meeting these standards demonstrate proven compatibility with industry-standard systems and testing protocols.
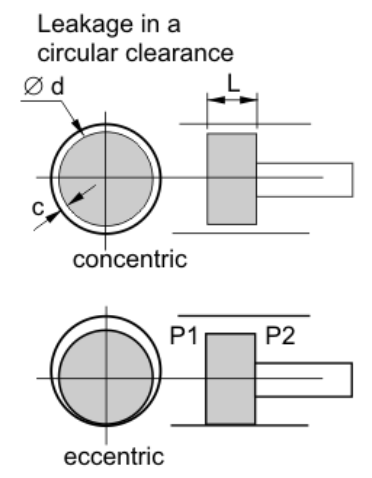
Internal leakage within specification ranges is inherent to spool valve design due to required clearances for movement. The necessary radial clearance allows small amounts of fluid to bypass closed ports. Leakage increases as spools and bores wear, creating larger gaps. Contamination accelerates wear by acting as abrasive between surfaces. Closed-center cylinder spools may show 30-50% of line pressure in actuator lines when effectively blocked, a normal characteristic rather than defect. Poppet-type valves offer leak-free sealing but sacrifice the multi-position versatility of spool designs.
Contamination represents the primary cause of spool sticking. Hard particles (silt) or soft deposits (varnish, sludge) accumulate in clearances, increasing friction and required shifting force. When a valve operating at 3,000 PSI silts up, up to 30 pounds of force may be needed to move the spool. This increased force can prevent solenoid-operated valves from shifting completely, exposing coils to continuous inrush current that burns insulation and shorts windings. Prevention requires maintaining fluid cleanliness through adequate filtration and preventing contaminant ingression points. Temperature control prevents varnish formation from thermal degradation of hydraulic fluid.
Well-maintained quality valves in clean hydraulic systems operate reliably for 10 million cycles or more, equivalent to 5-10 years of typical use. Contaminated systems reduce life to 1-3 million cycles as abrasive wear accelerates. Operating temperature significantly impacts seal life, with 160°F service reducing seal replacement intervals compared to 140°F operation. Cycle frequency matters less than contamination control and temperature management. Preventive maintenance including fluid analysis, filter replacement, and seal renewal extends operational life substantially beyond minimum expectations.
Quality specifications transform hyd spool valve selection from uncertain choices to engineering decisions based on measurable parameters. The 0.0002-inch clearance tolerance, ISO 4401 mounting standards, and documented pressure testing provide verifiable benchmarks for component evaluation. Applications demanding reliable performance justify investment in certified valves with comprehensive testing and material traceability.
Contamination control emerges as the single most critical factor in achieving design service life. Systems operating with clean fluid at controlled temperatures deliver predictable performance across millions of cycles. Regular maintenance following manufacturer specifications prevents premature failures and identifies developing issues before they cause downtime.