
Most people don’t think about relief valves until they’re standing in a facility at 11 PM watching pressure gauges climb. The valve that’s supposed to protect everything just sits there, and you start wondering if it even works anymore.
Relief valves don’t fail on a schedule. They degrade. Slow. Sometimes imperceptible until you need them and they crack open at the wrong pressure or don’t reseal properly. Temperature swings during off-hours don’t help – metal expands and contracts, seals get brittle when it’s cold, and that setpoint you verified at 2 PM might behave differently at 2 AM.
Contamination sits in the system when pumps aren’t running. Particles settle. Some of these particles wedge themselves between the poppet and seat during overnight hours when there’s minimal flow to flush things through. You come back the next morning and wonder why there’s a slight weep that wasn’t there yesterday.
Thermal cycling matters more than most maintenance schedules account for. A valve that sees 140°F operating temps during production might drop to 65°F overnight. According to hydraulic component testing standards, that kind of temperature differential affects spring rates and seal durometer – manufacturing data from Sun Hydraulics indicates pressure settings can drift 3-7% across a 75°F temperature range (sunhydraulics.com). Not catastrophic but enough to make a 3000 psi relief crack early or late.
The springs don’t get stronger with age either. Constant compression during operating hours, then relaxation when systems shut down. Metallurgists will tell you about stress cycling but what matters on the floor is this: a valve rated for infinite life at constant pressure isn’t the same as infinite life with daily cycling.
Monthly checks during day shift tell you what the valve does when it’s warm and recently exercised. Doesn’t tell you how it responds to a pressure spike at 3 AM when everything’s cold-soaked and the lubricant has thickened up.
Some facilities run systems briefly during off-hours for HVAC or auxiliary equipment. Those brief cycles – maybe 20 minutes of operation – don’t warm things up properly. The valve operates in a thermal range it never sees during production runs. Different viscosity, different seal response, different everything.
There’s also something about how infrequently some relief valves actually crack open during normal operation. They sit at 85-90% of their setting for months. Then something happens off-hours – a valve slams shut, creates a spike – and suddenly the relief valve has to do its job for the first time in weeks. It might. It might not respond as designed.
Automated systems create their own problems after hours. A solenoid valve switches, a cylinder reaches end of stroke, a pump starts under load. Each one can generate a pressure transient. During staffed hours someone notices the gauge needle jump. At midnight, it happens and resolves before anyone knows.
Relief valves handle these transients but each one is wear. The poppet slams against the seat at high velocity, microscopic damage accumulates. Research from the International Journal of Fluid Power shows that impact velocities during rapid pressure relief can exceed 10 m/s in undersized valves, creating stress concentrations that propagate over time (oajfp.org). You don’t see this wear. The valve doesn’t leak. It just stops cracking at precisely 3000 psi and starts cracking at 3100 or 2900.
Then there’s the question of whether your relief is even sized right for off-hours transients. Production flow rates are one thing. An emergency stop during minimal staffing is different. Lower system temperature means higher fluid viscosity which means different flow characteristics through the valve. What worked perfectly at operating temperature might not respond fast enough when cold.
O-rings and backup rings in relief valves compress and decompress with temperature. During production, they’re hot and pliable. Overnight, they cool and stiffen. This daily cycle accelerates aging more than constant temperature operation would. NBR seals especially – they lose plasticizer over time and thermal cycling speeds it up.
Water contamination concentrates during shutdown periods too. Any moisture in the fluid settles out or condenses as temperature drops. Sits right in the valve cavity. Corrodes small components. Come morning, everything looks fine because the water re-dissolves or gets pushed out when the system heats up. But the damage compounds.
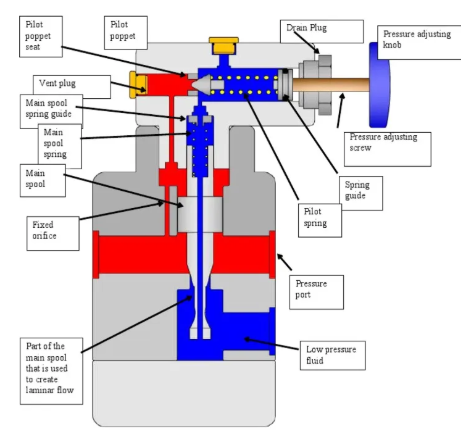
The pilot section in pilot-operated reliefs is particularly vulnerable. Small orifices. Tiny springs. They accumulate varnish deposits during normal operation but off-hours is when those deposits harden. The valve still functions but response time slows. By the time you notice, you’re looking at rebuilding or replacement.
Spring materials matter more in cycling applications. Music wire springs common in cheaper relief valves lose temper with repeated compression cycles. Chrome silicon springs handle cycling better but cost more. Most facilities don’t know which type they have until someone tears down a valve that’s been acting odd.
Seat materials wear differently depending on cycle frequency. Brass seats show galling when poppets impact repeatedly. Hardened steel lasts longer but can develop stress cracks from thermal cycling. Nobody’s checking for microcracks during routine maintenance.
Relief valves mounted horizontally collect more contamination in the seat area than vertical installations. Gravity works against you. Particles that would flush through a vertical valve settle in horizontal ones, particularly during static periods overnight.
Vibration from nearby equipment affects valves differently when systems are running versus when they’re shut down. Operating pumps create one vibration profile. A single piece of equipment running at 1 AM creates another. These vibrations can cause fasteners to loosen gradually or shift internal components in ways that don’t show up until the valve’s needed.
Bench testing a relief valve tells you if it cracks at the right pressure today under controlled conditions. Doesn’t replicate the thermal environment, contamination level, or dynamic conditions the valve experiences during actual operation, especially off-hours operation.
Flow testing is expensive so it gets skipped. You verify cracking pressure but not reseating characteristics or flow capacity. A valve can crack at exactly 3000 psi and still fail to pass enough flow during a real transient because internal wear has changed the flow path geometry.
Replacement intervals are usually based on calendar time or operating hours. Should probably be based on thermal cycles and pressure reversals but nobody tracks those. So valves get replaced on schedule regardless of actual condition, or they stay in service well past their effective life.
Systems that run multiple shifts with continuous operation treat relief valves one way. Systems that run eight hours and sit for sixteen need different maintenance thinking. The cycling load is different. The wear patterns are different.
Most facilities are somewhere between those extremes and their maintenance schedules reflect neither reality.