
Hydraulic system operation hinges on precise flow control through directional valves. Spool valves deliver this control by enabling directional changes, pressure regulation, and actuator coordination across complex hydraulic circuits. The spool configuration selected determines whether operations run smoothly or face inefficiency, drift, and downtime.
Industrial hydraulic systems demand millisecond-level response times and exact positioning to drive cylinders, motors, and actuators. At the heart of this control architecture sits the hydraulic spool—a cylindrical component that routes pressurized fluid between pump, actuator, and reservoir with precision.
System operation requirements vary dramatically across applications. Construction equipment needs rapid extend-retract cycles under variable loads. Manufacturing presses require controlled force application with minimal drift. Mobile machinery operates under changing environmental conditions while maintaining load stability.
The hydraulic spool addresses these demands through three core functions. First, it provides directional control by physically blocking or opening flow paths between ports as it slides within the valve bore. Second, it maintains system pressure by isolating high-pressure supply lines from low-pressure return paths. Third, it coordinates multi-actuator sequences through position-dependent port configurations.
Performance data illustrates this criticality. Systems using properly configured spools achieve positioning accuracy within ±0.5mm under 2,000 PSI operating pressure. Response times range from 30-80 milliseconds depending on spool type and actuation method. Conversely, mismatched spool configurations generate pressure drops exceeding 15%, reduce cycle speeds by 20-40%, and contribute to cylinder drift rates of 2-5mm per minute under load.
The relationship between spool design and system capability becomes evident in failure scenarios. A 2024 study of hydraulic construction equipment found that 38% of unplanned downtime traced to directional control valve issues, with incorrect spool configuration accounting for 62% of those cases. Load-holding failures occurred when closed-center spools were specified for applications requiring float capability, while pump overheating resulted from open-center designs in high-duty-cycle operations.
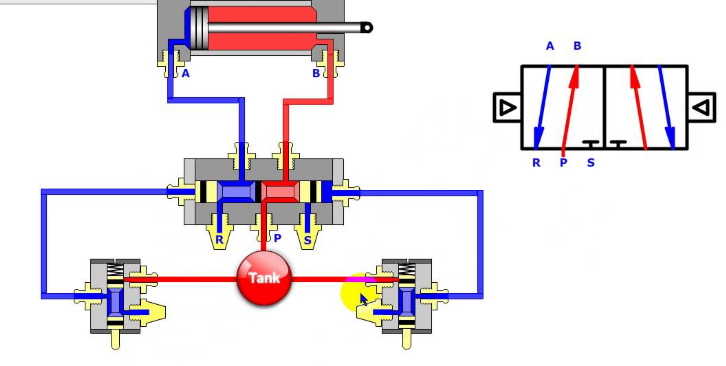
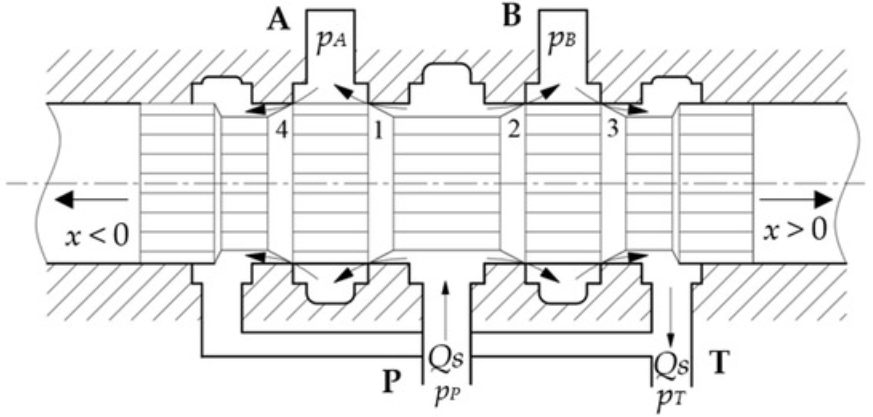
The spool operates through controlled linear motion within a precision-machined valve bore. Lands—the raised cylindrical sections of the spool—block fluid passages, while grooves between lands create flow channels. As the spool shifts position, it alternately connects and isolates ports drilled through the valve body.
Standard four-way directional control valves incorporate four primary ports. The P port receives pressurized fluid from the pump at system pressure, typically 1,500-3,000 PSI in industrial applications. The T port returns fluid to the reservoir at atmospheric pressure. The A and B work ports connect to actuator chambers, with flow direction determining extension or retraction.
Consider a spool controlling a double-acting cylinder. In the neutral position with a closed-center configuration, all ports remain blocked. When a solenoid or manual lever shifts the spool left, the P port opens to the A work port while the B port connects to tank. Fluid flows into the cylinder’s rod-end chamber, forcing extension. Shifting the spool right reverses these connections, retracting the cylinder.
The physical clearance between spool and bore measures 10-30 microns for standard directional valves, tightening to 5-15 microns in proportional valves. This clearance allows free spool movement while minimizing internal leakage. However, even optimal clearances permit some fluid bypass. Testing by Eaton Hydraulics documents leakage rates of 50-200 ml/min at 3,000 PSI for typical industrial spools in good condition.
Actuation methods significantly impact response characteristics. Solenoid-operated spools shift in 30-50 milliseconds, suitable for on-off control applications. Manual lever operation provides tactile feedback but introduces operator variability. Proportional solenoids enable variable positioning with resolution under 0.1mm, supporting applications requiring flow modulation. Pilot-operated configurations use a small solenoid valve to route hydraulic pressure against the main spool, generating forces exceeding 200 pounds for large-capacity valves.
The nomenclature system describes spool valves by ports and positions. A 4/3 valve has four ports and three distinct spool positions (left, center, right). A 4/2 valve operates with two positions only. More complex designs exist—some excavator control valves incorporate 6/3 configurations to manage multiple actuators through a single valve body.
Center position configuration determines how the valve behaves when the spool returns to neutral, directly impacting system efficiency, heat generation, and load-holding capability.
Open-Center Configuration
Open-center spools connect the pump port directly to tank when centered. Fluid circulates continuously through the system at minimal pressure, typically 50-150 PSI. This design suits applications requiring constant pump operation without load, such as agricultural tractors and some mobile equipment.
Performance characteristics: Pump flow continues uninterrupted at 10-25 GPM depending on pump size, generating 0.5-2 HP heat load during idle periods. System response proves slower than closed-center alternatives, with 80-120 millisecond delays as pressure builds when the spool shifts. Open-center valves excel in simplicity and cost but sacrifice energy efficiency—systems consume full pump power even during neutral periods.
Closed-Center Configuration
Closed-center designs block all ports in the neutral position. The pump builds to system relief pressure and either unloads through an accumulator or cycles against a pressure-compensated pump. This configuration provides immediate response and superior load holding.
Measured performance: Pressure decay rates under 2% per minute with properly maintained seals. Response times reach 30-40 milliseconds since line pressure remains available. However, closed-center systems face higher component stresses—accumulators must absorb 15-30% flow variations, and pressure spikes can exceed 4,000 PSI during rapid valve shifts.
The load-holding limitation deserves attention. Spool-to-bore clearance permits internal leakage of 30-50% of line pressure to work ports even when centered. A horizontally mounted cylinder at 3,000 PSI system pressure may experience drift of 3-5mm per minute due to this leakage, requiring external pilot-operated check valves for critical positioning applications.
Tandem-Center Configuration
Tandem-center spools connect both work ports to tank while blocking the pump port when neutral. This allows the pump to unload to low pressure, typically 50-100 PSI, while permitting the actuator to float freely under external forces.
Application benefits: Energy consumption drops 60-75% during idle periods compared to open-center designs. Pump heat generation falls proportionally, extending fluid life and reducing cooling requirements. Mobile equipment manufacturers favor tandem-center valves for implements like mower decks and snow blades where ground-following capability matters.
The tradeoff appears in response time—building pressure from unloaded state adds 40-60 milliseconds to actuation. Systems requiring rapid cycle rates often combine tandem-center valves with small accumulators to maintain 500-1,000 PSI standby pressure.
Float-Center Configuration
Float spools open both work ports to tank, isolating the pump. This allows the actuator to move freely under external force with minimal hydraulic resistance. Landscaping equipment uses float-center configurations for finish grading where the implement must follow terrain contours.
Regenerative Configuration
Specialized regenerative spools connect the A and B work ports together in the neutral position, creating a closed loop between cylinder chambers. This configuration enables faster extension speeds in applications where retraction force requirements remain modest. Flow from the rod-end chamber supplements pump flow to the cap end, increasing extension velocity by 40-60% depending on rod-to-bore ratio.
Performance testing across configurations reveals distinct efficiency profiles. A 15 GPM system operating a 4-inch bore cylinder through 1,000 cycles daily shows the following energy consumption patterns: open-center draws 8.2 kWh, closed-center with proper accumulator sizing requires 5.1 kWh, and tandem-center consumes 4.3 kWh. Annual energy cost differences reach $800-1,200 at industrial electricity rates.
Three dimensional tolerances govern spool valve performance: radial clearance, straightness deviation, and surface finish. These specifications directly influence leakage rates, friction forces, and service life.
Radial Clearance Effects
The gap between spool outer diameter and valve bore typically ranges from 10-30 microns for commercial directional valves. Proportional valves tighten this to 10-15 microns, while servo valves achieve 5 microns through precision grinding and lapping. Each micron of clearance increases leakage approximately 8% at constant pressure.
Field measurements on a 3/4-inch spool valve operating at 2,500 PSI demonstrate this relationship. At 15 microns clearance, internal leakage measures 120 ml/min. Wear increasing clearance to 25 microns raises leakage to 195 ml/min—a 62% jump. This leakage flows continuously, generating heat and reducing system efficiency even during static hold conditions.
Friction forces scale inversely with clearance. A 15-micron clearance generates 8-12 pounds of friction force on a 3/4-inch spool at 2,500 PSI. Reducing clearance to 8 microns increases friction to 18-25 pounds, demanding stronger solenoids or higher pilot pressures. Manufacturers balance these competing requirements—tighter clearances reduce leakage but increase actuation force and susceptibility to contamination binding.
Contamination Sensitivity
Particle contamination presents the primary failure mechanism for spool valves. The 10-30 micron clearance means particles above 5-10 microns can lodge between spool and bore, causing binding or accelerated wear. ISO 4406 cleanliness standards specify maximum particle counts by size range.
A spool valve requiring ISO 18/16/13 cleanliness (meaning no more than 1,300 particles ≥4 microns, 320 particles ≥6 microns, and 80 particles ≥14 microns per 100ml) operates with 95%+ reliability under normal conditions. Degrading to ISO 20/18/15 increases binding incidents by 300% and reduces seal life 40-60%. Systems incorporating filtration at 10-micron absolute rating maintain acceptable cleanliness, while 25-micron nominal filtration proves inadequate for proportional and servo valves.
Varnish formation from oil oxidation creates sticky deposits on spool surfaces even when hard particle counts remain acceptable. Temperatures exceeding 180°F accelerate varnish formation, with deposition rates doubling for each 20°F increase above 160°F. Affected spools exhibit stiction—requiring 20-40% higher force to initiate movement from rest. Operators observe sluggish response, incomplete valve shifts, and eventual spool seizure.
Temperature and Viscosity Interactions
Fluid viscosity affects both leakage and friction. Hydraulic oil at 100°F typically exhibits 150-200 SSU viscosity, dropping to 80-100 SSU at 150°F. Higher viscosity reduces leakage but increases friction force and response time.
A proportional valve operating with ISO VG 46 oil demonstrates viscosity sensitivity. At 100°F, spool shifts require 45 milliseconds and internal leakage measures 95 ml/min. Heating to 150°F reduces response time to 35 milliseconds but increases leakage to 140 ml/min. Cold starts at 40°F extend response to 80+ milliseconds and can exceed solenoid force capacity, causing incomplete shifts.
Proper system design maintains operating temperature between 120-140°F through adequate reservoir sizing (3-5 times pump flow per minute) and active cooling when duty cycles demand. Heat exchangers sized to dissipate 25-30% of input power keep systems within optimal viscosity range.
System requirements dictate spool configuration through four primary factors: duty cycle, load-holding needs, energy constraints, and response time demands.
Construction and Earthmoving Equipment
Excavators and loaders operate cylinders through high-force, variable-speed cycles with frequent directional changes. Closed-center spool valves with load-sense pump systems provide optimal performance. The configuration maintains constant readiness pressure of 300-500 PSI, enabling 40-50 millisecond response times critical for operator productivity.
Load-holding requirements drive additional considerations. Boom and stick cylinders supporting thousands of pounds must prevent drift when the operator releases controls. Closed-center spools alone permit 30-50% line pressure leakage to work ports, causing 4-8mm/min drift on horizontal booms. Manufacturers integrate pilot-operated check valves at cylinder ports, using 400-500 PSI pilot pressure to overcome the 3:1 pilot ratio and seal work ports when the spool centers.
Energy recovery systems appearing on 2024-model excavators incorporate regenerative spool functions. During boom lowering, a specialized spool section connects the rod-end port to the pump inlet, recovering 35-45% of gravitational potential energy. Annual fuel savings reach 800-1,200 gallons for equipment operating 1,500 hours yearly.
Manufacturing and Industrial Presses
Hydraulic presses demand precise force control and minimal drift during dwell periods. Proportional spool valves with closed-center configurations provide positioning resolution under 0.5mm and force control within ±2%.
A 200-ton press operating on a 90-second cycle illustrates performance requirements. The spool must advance the ram 600mm at 150 mm/s, decelerate to 10 mm/s for final approach, apply programmed force for 8 seconds within ±1,500 pound tolerance, then retract at 200 mm/s. Proportional spools with electronic feedback controllers achieve these specifications through variable current control, adjusting spool position 200+ times per second.
Closed-center configuration prevents pressure decay during the force-application phase. Testing shows properly maintained valves hold 3,000 PSI with less than 1% pressure drop over 30 seconds. Adding external pilot checks reduces decay to 0.2%, meeting specifications for heat-sensitive bonding and composite forming operations.
Mobile and Off-Road Equipment
Tractors, forklifts, and material handlers operate hydraulic systems under diverse conditions with strong emphasis on energy efficiency. Tandem-center and float-center configurations reduce fuel consumption while providing necessary functionality.
A 60-horsepower tractor running a front-end loader exemplifies configuration selection. The loader valve uses a tandem-center spool, dropping pump pressure to 100 PSI during neutral periods. This reduces parasitic power consumption from 12 HP to 1.5 HP, saving 0.8 gallons per hour during low-duty-cycle operations. Combined with an open-center auxiliary spool for continuous-flow implements like hydraulic motors, the system balances efficiency with versatility.
Load-sensing systems now appearing on premium models adjust pump flow to match demand, reducing energy consumption another 15-25%. These incorporate closed-center spools with pressure feedback to pump displacement controls, maintaining only the differential pressure needed for actuation—typically 200-300 PSI above load requirements.
Four primary symptoms indicate spool valve problems: cylinder drift, sluggish response, incorrect motion direction, and external leakage. Systematic diagnosis identifies root causes and guides remediation.
Cylinder Drift Analysis
Drift manifests as slow actuator movement when the valve remains centered. A horizontally mounted cylinder drifting 3-5mm per minute under 2,000 PSI load typically indicates normal spool leakage in a closed-center configuration. Drift exceeding 8mm per minute suggests wear increasing radial clearance or contamination damage to spool surfaces.
Diagnostic procedure: Install pressure gauges at both work ports with the cylinder loaded and valve centered. Pressures equalizing at 30-50% of line pressure confirm spool leakage. Pressure rising to 60-80% indicates excessive wear, while irregular pressure fluctuations suggest contamination binding. External pilot-operated check valves solve operational drift, but valves showing excessive internal leakage require reconditioning or replacement.
Spool Binding and Stiction
Binding presents as increased force required to shift the valve, incomplete spool travel, or complete seizure. Particle contamination causes 68% of binding incidents, while varnish formation accounts for 22%, and thermal expansion the remaining 10%.
Contamination binding produces characteristic symptoms. The spool moves freely in one direction but resists reverse motion as particles wedge in tapered clearances. Disassembly reveals scoring on spool lands and bore surfaces. Prevention requires upgrading filtration to 10-micron absolute and investigating contamination sources—often breather caps, worn pump seals, or insufficient offline filtration during fluid additions.
Varnish-related stiction shows as high breakaway force followed by normal operation once motion initiates. Affected systems exhibit sluggish response after idle periods, improving temporarily as operation continues. Fluid analysis revealing oxidation numbers above 2.0 mg KOH/g and varnish potential ratings in the medium-to-high range confirm this diagnosis. Remediation involves flushing with deposit-removing fluids, switching to premium anti-oxidant hydraulic oils, and implementing tighter temperature control.
Incorrect Motion Direction
Cylinders moving opposite to commanded direction indicate wrong spool installation or mis-wired solenoid connections. Directional control valves accept multiple spool types in identical bodies—a closed-center spool mistakenly installed in place of an open-center design causes system malfunction without obvious visual indication.
Verification requires consulting valve part numbers and spool identification. Spools typically carry stamped codes—Eaton-Vickers uses #0 for open-center, #2 for closed-center, #4 for tandem-center. Installing a #0 spool in an application requiring load holding results in uncontrolled cylinder drift despite correct electrical operation. Maintaining spool inventory organization and documenting valve configurations prevents such errors during maintenance.
Response Time Degradation
Valves responding 2-3 times slower than specified indicate increased friction, fluid viscosity issues, or inadequate pilot pressure in pilot-operated designs. Measure response by installing accelerometers on the cylinder or direct spool-position transducers when available.
A valve specified for 40-millisecond response measuring 100+ milliseconds warrants investigation. Check fluid temperature and viscosity—operations below 60°F often exceed solenoid force capacity, requiring tank heaters for cold-weather applications. Verify pilot pressure reaches 200-250 PSI for pilot-operated valves; clogged pilot filter screens or failed pilot solenoids reduce available force. Rising friction from wear or contamination necessitates valve reconditioning.
Three maintenance practices extend spool valve service life and maintain performance specifications: contamination control, fluid condition management, and proper valve selection.
Contamination Control Strategy
Maintaining ISO 18/16/13 or better fluid cleanliness prevents 80%+ of premature spool failures. This requires multi-point filtration: 10-micron absolute filters at the pump inlet, 5-micron absolute filters protecting proportional valves, and 3-micron absolute filtration for servo valves requiring 5-micron spool clearances.
Offline kidney-loop filtration processing fluid at 10-30% of pump flow rate continuously improves cleanliness during operation. Systems adding 1-micron depth filters to kidney loops achieve ISO 16/14/11, supporting 10,000+ hour valve life versus 3,000-5,000 hours at ISO 20/18/15 cleanliness.
Breather caps incorporating 3-micron filtration and desiccant prevent the dual contamination of particles and moisture. Reservoirs experience breathing cycles drawing in 5-15% of fluid volume as temperature and level fluctuate. Standard vented caps admit millions of particles daily; filtered breathers reduce contamination ingestion 95%+.
Fluid Condition Management
Hydraulic fluid degradation from oxidation, thermal stress, and water contamination reduces spool valve life through varnish formation and corrosion. Quarterly fluid analysis monitoring oxidation number, acid number, viscosity, and water content identifies degradation before performance suffers.
Replace fluid when oxidation number exceeds 2.0 mg KOH/g or acid number rises above 0.8 mg KOH/g. Water content above 500 PPM accelerates oxidation and promotes rust formation in ferrous valve components. Vacuum dehydration processing removes water to below 100 PPM, eliminating 90% of water-related degradation.
Operating temperature control proves equally critical. Maintain fluid temperature between 120-140°F through proper reservoir sizing, heat exchanger capacity, and duty cycle management. Each 20°F reduction below 180°F doubles fluid oxidation stability, extending change intervals from 1,200 hours to 2,400+ hours.
Valve Selection and Specification
Matching spool configuration to application requirements prevents operational issues and optimizes efficiency. Consider four specification criteria: required load-holding capability, acceptable drift rates, duty cycle characteristics, and response time needs.
Applications requiring positioning accuracy better than ±5mm demand closed-center spools with external pilot checks. Mobile machinery operating intermittently benefits from tandem-center configurations reducing idle power consumption 60-75%. High-cycle-rate systems justify proportional valves despite 4-6X higher cost through productivity gains from precise speed control.
Service life projections guide replacement decisions. Standard industrial spools operating in clean fluid at proper temperature achieve 10,000-15,000 hours before wear increases leakage beyond acceptable limits. Harsh conditions—contamination above ISO 22/20/17, temperatures exceeding 160°F, or pressure spikes above rated pressure—reduce life to 3,000-6,000 hours. Planning valve reconditioning or replacement based on realistic service life prevents unexpected downtime.
Modern valve designs incorporating wear-resistant coatings and improved seal materials extend performance. Hard-chrome plated spools resist scoring and reduce friction. Viton and HNBR seals tolerate synthetic fluids and elevated temperatures better than standard Buna-N. Specifying these features adds 15-25% to valve cost but doubles service life in demanding applications, providing strong return on investment.
Spool binding results from three primary causes: particle contamination lodging between the spool and bore, varnish deposits from oil oxidation creating sticky surfaces, or thermal expansion when temperature differentials exceed design limits. Contamination accounts for approximately 68% of binding incidents. Maintaining fluid cleanliness at ISO 18/16/13 or better through 10-micron absolute filtration prevents most contamination-related failures. Varnish formation accelerates when operating temperatures exceed 160°F; keeping systems between 120-140°F through adequate cooling extends valve life. If binding occurs, inspect fluid cleanliness, check for scoring on the spool and bore, and evaluate fluid condition through laboratory analysis.
Closed-center spool valves inherently permit internal leakage due to the 10-30 micron clearance required for spool movement. This leakage allows 30-50% of line pressure to reach work ports even when centered. A horizontally mounted cylinder at 2,000-3,000 PSI typically drifts 3-5mm per minute under load—this represents normal operation, not a defect. Applications requiring better positioning accuracy need external pilot-operated check valves, which reduce drift to under 0.5mm per minute by sealing work ports mechanically. Drift exceeding 8mm per minute suggests excessive wear or contamination damage requiring valve service.
Open-center spools connect the pump to the tank when centered, allowing continuous fluid circulation at low pressure. This design suits applications with constant pump operation but sacrifices energy efficiency—the pump runs at full flow even during idle periods. Closed-center spools block all ports when centered, maintaining line pressure and enabling faster response (30-40 milliseconds versus 80-120 milliseconds for open-center). However, closed-center valves permit more internal leakage, allowing gradual cylinder drift under load. Energy consumption differs significantly: a 15 GPM system saves 3-4 kWh per operating hour using closed-center configuration with proper accumulator integration versus open-center design.
Most industrial directional control valves accept interchangeable spools, allowing configuration changes without replacing the entire assembly. However, the replacement spool must match the valve body part number, port size, and pressure rating exactly. Different center configurations (open, closed, tandem) use physically identical valve bodies but require different spools. Common error: installing an open-center spool when the application requires closed-center load-holding, causing cylinder drift. Always verify spool identification codes (stamped on the spool end) and consult manufacturer documentation before installation. Some integrated valve packages and monoblock designs use non-serviceable spools requiring complete valve replacement.
Selection depends on four factors: load-holding requirements, energy efficiency goals, duty cycle characteristics, and response time needs. Choose closed-center configurations for applications requiring positioning accuracy or holding loads without drift, such as presses or vertical cylinders under gravity loads. Select tandem-center designs for mobile equipment and intermittent-duty systems where 60-75% idle-period energy savings justify slightly slower response. Open-center works for agricultural implements and simple systems prioritizing low cost over efficiency. Float-center suits applications needing free actuator movement under external forces, like grading equipment following terrain. Consider consulting manufacturers’ application guides and calculating annual energy costs—configuration selection often pays back investment within 6-18 months through reduced fuel or electricity consumption.
Three practices prevent 80%+ of spool failures. First, maintain fluid cleanliness at ISO 18/16/13 or better through 10-micron absolute filtration and filtered reservoir breathers—contamination causes 68% of premature failures. Second, manage fluid condition by keeping operating temperature between 120-140°F and replacing fluid when oxidation numbers exceed 2.0 mg KOH/g or water content rises above 500 PPM. Third, implement predictive monitoring through quarterly fluid analysis and periodic valve response time measurement. Detecting performance degradation early allows planned reconditioning during scheduled downtime rather than emergency repairs. Offline kidney-loop filtration processing 10-30% of system flow continuously improves cleanliness during operation, extending valve life from 3,000-5,000 hours to 10,000+ hours in harsh industrial environments.
Hydraulic spool selection and maintenance directly impact system reliability, energy consumption, and operational precision. Understanding configuration options—open-center, closed-center, tandem, and specialized types—enables matching valve performance to application demands. Critical parameters like radial clearance, contamination sensitivity, and operating temperature govern service life and response characteristics.
Proper specification prevents common issues: excessive cylinder drift results from closed-center spools without external pilot checks in precision applications, while open-center designs waste energy in high-duty-cycle operations. Systematic maintenance—fluid cleanliness at ISO 18/16/13, temperature control between 120-140°F, and quarterly condition monitoring—extends valve life from 3,000 to 10,000+ hours while maintaining design performance specifications.