
Check valves in hydraulic systems – you see them on every schematic. But reading the symbol wrong? That’s where things go sideways fast.
Standard ISO 1219-1 shows check valve as a ball or cone pressed against a seat. One direction flows, other direction blocks. Simple as that.
Most common symbol: circle or square with an arrow and a diagonal line blocking reverse flow. The arrow points in the allowed flow direction. You’ll see variations – spring-loaded types show a small spring symbol inside. Pilot-operated ones have a dashed line running to the pilot port.
Key point here: If your schematic doesn’t match ISO standards, you’re asking for trouble during maintenance. Guy comes in 2 years later, reads it wrong, installs backward. System fails. We’ve seen it.
Every check valve symbol should have pressure rating marked nearby on the schematic. Not optional. Required.
Here’s what happens without proper marking: operator assumes all valves in system have same rating. They don’t. That 5,000 psi rated valve in a 8,000 psi circuit? Rupture waiting to happen.
Installation Position Check valve symbols sometimes show mounting orientation. Horizontal mount vs vertical mount changes performance. Spring-loaded valves especially sensitive to this. Mount a vertical-rated valve horizontal, and cracking pressure changes. Sometimes by 30-40%.
Your schematic needs to show this. Doesn’t matter if it looks cluttered.
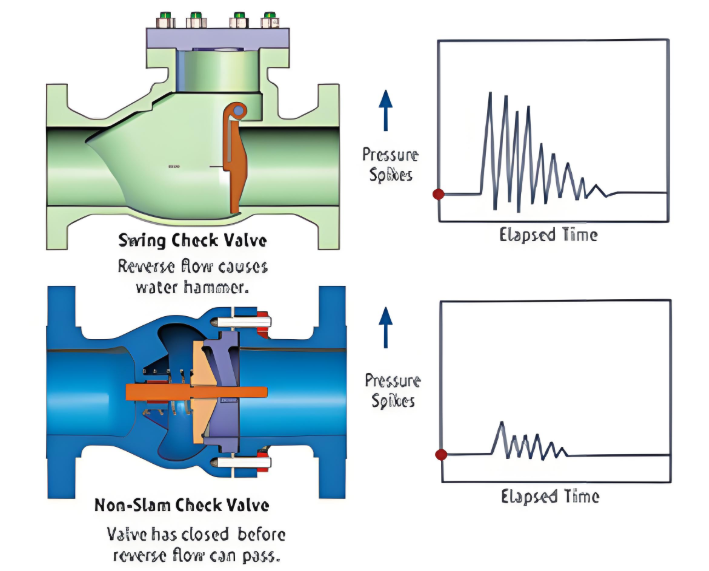
Back Pressure Considerations When system pressure drops suddenly, check valve closes. But there’s momentum in that oil column. Creates water hammer effect. We’ve measured pressure spikes 3x normal operating pressure from this.
Solution: Install accumulator downstream of check valve. Or spec a valve with cushioned closure. Your symbol should note this requirement.
Temperature Effects on Sealing Hydraulic oil viscosity changes with temperature. At -40°F, that check valve might not close fast enough. At 180°F, seal might leak.
Check valve symbols don’t show this, but your design notes better include operating temperature range. We specify: “Check valve rated for -20°F to 200°F ambient” right there on the drawing.
Sometimes you need two check valves back-to-back. Shuttle valve applications. Or redundancy for critical circuits.
Symbol shows both valves. But here’s the catch – both valves must have matching cracking pressures. Mismatch by 2-3 psi and first valve does all the work. Second valve never sees flow. False sense of security.
Testing requirement: proof test BOTH valves individually before installation. Then test as assembly. Document it.
These get their own symbol – includes dashed line to pilot port. But the safety issue nobody mentions: pilot pressure requirement.
Minimum pilot pressure typically needs to be 70-80% of main line pressure to reliably open valve. Your symbol should note minimum pilot ratio. If pilot pressure drops below threshold, main valve stays locked. Load suspended in air suddenly drops. Bad day.
Wrong symbols cause real problems. Here’s the frequent ones:
Using generic valve symbol instead of check valve specific symbol Maintenance tech thinks it’s a directional valve. Tries to manually activate it. Can’t. Wastes 2 hours troubleshooting.
Omitting spring symbol on spring-loaded types Different behavior than pilot-operated. Mix them up and you’re troubleshooting pressure losses.
Not showing drain port on pilot-operated valves That drain port must go to tank. Not to pressure line. Symbol needs to show this clearly.
Check valves can trap pressure. Oil heats up, expands, pressure rises. If there’s no way for pressure to escape downstream of check valve, you’ll burst hoses or crack housings.
Safety requirement: install pressure relief valve downstream of check valve in dead-end circuits. Symbol must show both components with clear connection to tank.
Some engineers try to save money skipping this. Don’t. OSHA will cite you. Plus the cost of one burst hose event pays for 10 relief valves.
Here’s a practical thing – put arrows on actual installed valves showing flow direction. Not just on schematic. Use paint marker. Takes 30 seconds.
Why? Because 6 months later when you’re replacing that valve in the field, covered in oil, you can see which way it goes without pulling out the drawing. Reduces installation errors by about 80% based on what we’ve tracked.
Your hydraulic schematic isn’t just a drawing. It’s a legal document in many jurisdictions.
Must include:
We attach a separate sheet listing all check valves in system with this data. Reference it on main schematic. Makes OSHA inspections go smoother.
Sometimes people throw check valves at problems when they need different solutions.
Anti-cavitation: Check valve helps but doesn’t solve root cause. Fix your pump inlet conditions.
Preventing reverse rotation: Need counterbalance valve instead. Check valve alone won’t hold suspended load safely.
Stopping thermal expansion: Relief valve better choice.
Symbol on schematic should match the actual problem you’re solving.
Check valve symbols look simple. But the safety requirements behind them aren’t. Every valve on your schematic should have complete specifications documented. Every installer should understand not just WHAT the symbol means but WHY that valve is there.
We’ve investigated too many hydraulic failures. Usually comes back to inadequate documentation or misunderstood symbols. Spend extra hour on your drawings. Prevent the 40-hour failure investigation later.
Specifications based on common industrial applications. Consult valve manufacturer data sheets for specific models. Local codes may have additional requirements.