
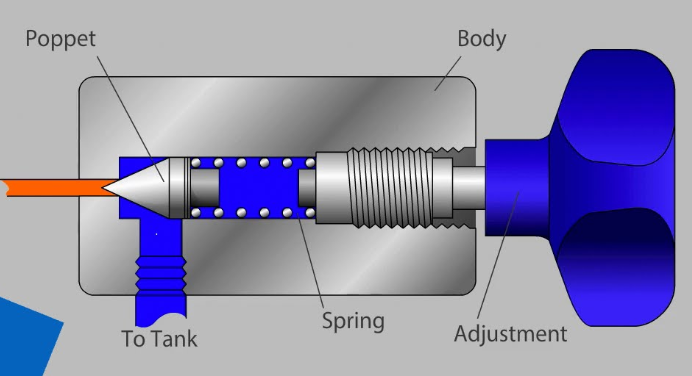
So basically, a hydraulic relief valve is the kind of pressure control valve you’ll find in pretty much any hydraulic power system worth its salt – and its main job? Keeping pressure from going haywire and wrecking everything. The relief valve hydraulic component is there to protect your system when overpressure shows up (and trust me, it will). Equipment damage, safety issues, system failures – you name it, overpressure causes it. What happens is when pressure hits that predetermined setpoint, the valve cracks open and dumps excess fluid back to tank or wherever there’s lower pressure in the system.
Now here’s the thing about relief valve hydraulic technology – it’s gotten way more sophisticated lately. Electronic controls, real-time monitoring, all that jazz. I’ve seen setups in manufacturing plants where these valves are analyzing pressure fluctuations and reacting in milliseconds. Literally milliseconds. And yeah, that kind of quick response definitely helps equipment last longer, plus your maintenance guys will thank you because the whole process gets smoother. The data that comes out of these systems nowadays, companies are using it to dig into performance metrics and figure out where workflows can be tightened up.
Relief valve hydraulic solutions today – man, there’s a ton of options depending on what you’re working with. System size matters, obviously. So does your business model, your industry vertical, all that stuff factors into equipment reliability. Some businesses go for the integrated valve packages that have remote monitoring built in, predictive maintenance alerts, the works. And it’s not just pressure control anymore either – you got flow management, thermal protection, system optimization capabilities all rolled into these applications.
Maximize your system uptime
Get the weekly Hydraulics Insider Newsletter for expert guidance on optimizing industrial hydraulic systems in today’s demanding environments. Real tips from people who’ve been there.
Subscribe today
There was this Fluid Power Journal study that came out – found that 68% of industrial operations managers were either implementing or expanding advanced hydraulic safety systems. Pretty significant number. Meanwhile you got 54% of the decision-makers looking at pressure control automation in the same way. What really caught my eye though was that 19% are planning to adopt integrated relief valve systems within the next 12 months, and 22% are going for predictive pressure monitoring. That’s happening right now, not some far-off future thing.
When you actually get a relief valve hydraulic setup properly integrated (and I mean properly, not just thrown together), it adds value in a couple major ways:
System reliability enhancement – Look, an effective relief valve hydraulic strategy isn’t rocket science but you gotta do it right. You need to nail down your operational objectives, get your equipment protection protocols sorted out, and make sure valve specifications and processes are crystal clear. What should be in there? Pressure parameters for sure, safety margins, who’s responsible for what on your team, maintenance opportunities. Plus – and this is important – you need metrics that tie back to production uptime and your efficiency goals. The pressure data you collect? That’s gold for system optimization. Companies that actually use this data properly see way less downtime and can target their efficiency improvements instead of just guessing.
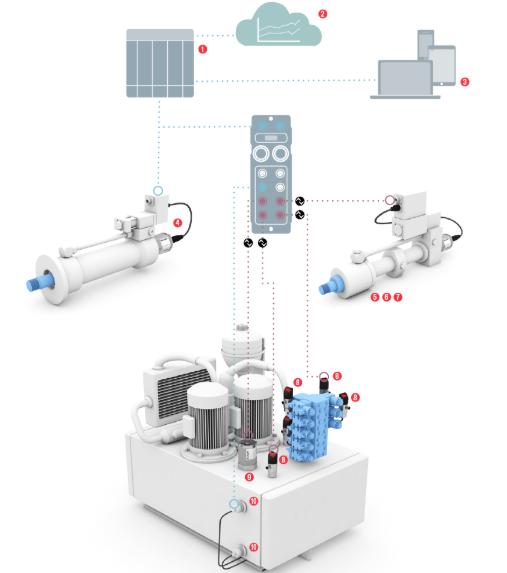
Integration and adaptability – More and more relief valve hydraulic platforms are hooking into IIoT systems these days, which means response times and infrastructure suddenly matter a whole lot more. Take Parker Hannifin for instance – they’re running their valve tech on industrial automation platforms. Bosch Rexroth’s doing similar stuff with their integrated systems. Each one’s got their own suite of sensors and control algorithms, and honestly, that stuff makes a huge difference in how your system responds and what kind of results you’re gonna get.
Industrial Automation Academy
Become a hydraulics expert
Gain the knowledge to prioritize hydraulic system investments that drive operational efficiency. Get started with our free Industrial Automation Academy today and lead the future of fluid power in your organization. (Yeah, it’s actually free.)
Watch the series
Okay so when you’re trying to figure out the actual business value of relief valve hydraulic – and I mean real dollars and cents, not just theory – you gotta look at equipment protection and cost-efficiency. Your relief valve hydraulic system needs to work with what you already have in place, not against it. According to Fluid Power Journal (they do solid research on this stuff), the benefits break down into three buckets:
Higher productivity – Pretty straightforward. You increase output by making the system more reliable, keeping equipment available when you need it, and getting operational consistency instead of surprises.
Lower direct costs – This is where it gets interesting. You’re reducing exposure to equipment damage, right? And boosting operational efficiency plus maintenance productivity at the same time. Here’s the deal – a relief valve hydraulic protects expensive machinery. Pumps, cylinders, motors, all that pricey stuff that absolutely will fail catastrophically if you get pressure spikes. One major failure without protection can cost you way more than a proper valve setup.
Lower indirect costs – This one people sleep on but it matters. Vendor relationships get easier, technology support gets better when you standardize your specs. Less custom valve modifications means things are simpler, technology adoption goes smoother, people actually use it right, and you’re not spending forever training users.
All these benefits build up what we call system lifetime value. Bottom line – equipment lasts longer. In fact (and I’ve seen this play out multiple times), properly specified components can extend equipment life by something like 25% according to industry studies. That’s not nothing.
Here’s something people don’t always get – the relief valve hydraulic needs for a mobile equipment manufacturer are totally different from what you need for a stationary industrial press. Same goes for small systems versus large facilities, it’s apples and oranges. Some relief valve hydraulic packages are built for individual machine builders and smaller operations – think simple direct-acting valves, basic pressure settings, standard flow capacities, nothing fancy. On the flip side, vendors offer complete end-to-end solutions for production lines, heavy equipment, integrated manufacturing systems, the whole nine yards.
There’s three main types you should know about. Understanding each one helps operations managers figure out what actually makes sense for their specific situation.
This is the most common type and honestly it’s got the broadest reach when it comes to applications. The focus is simple pressure control and basic system protection – no frills. What’s the main purpose here? Help your maintenance teams really understand pressure requirements at a deeper level so they can optimize system safety and get stronger equipment protection overall.
So how does direct-acting relief valve hydraulic work? It takes pressure readings and uses that data across different points in your system. Main pressure lines, actuator circuits, return lines, all that. Now, success really depends on proper valve sizing. It’s worth doing right even though it can be technically demanding. Here’s what you get:
System protection – Helps you automate pressure control, keeps track of the important stuff like peak pressures and flow rates.
Maintenance efficiency – When you’re providing reliable pressure limiting to all equipment, your maintenance teams can cut way down on emergency repairs across the facility. Less 3am phone calls, basically.
Cost control – Your organization minimizes equipment damage and avoids those costly production shutdowns. The pressure-specific protection you get helps prevent catastrophic failures, plus you can actually plan maintenance schedules instead of just reacting to disasters.
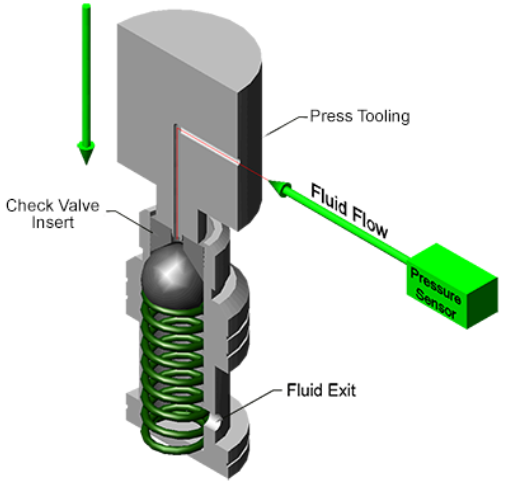
The whole point here is helping organizations control large flow volumes while achieving precise pressure control without much pressure override. Parameters you’re typically managing? Cracking pressure, full flow pressure, pressure differential – that kind of thing.
This type makes most sense for medium to large operations with high flow requirements that need precise control. Super effective when done right, but it gets technical fast. Having proper maintenance staff who know what they’re doing is pretty critical here.
Good example – Eaton’s CVI series. Industrial distributors (Motion Industries stocks them, for instance) carry Eaton’s industrial-grade valve solutions and they’ll work with your maintenance teams to spec out world-class pressure control systems. What you get:
Pressure accuracy – These systems use pilot control to achieve precise pressure settings. Way more responsive control over system operation. Design approaches vary too – balanced piston, unbalanced piston, cartridge-style configurations, each has its pros and cons.
High flow capacity – By optimizing the valve’s flow path, operations can achieve higher flow rates with lower pressure override. That capability translates into better energy efficiency, less heat generation. You get the ability to continuously monitor pressure activity and system performance in real time.
Energy savings – This is big. You get the precision needed to reduce unnecessary pressure override compared to direct-acting designs. Less pressure override means less energy waste, better overall system efficiency. During peak production periods especially, that reduced power consumption really adds up.
Like the name suggests, proportional relief valve hydraulic involves electronic control systems working together to manage pressure dynamically. Some people call it electronically-controlled – same thing really. It uses basic pressure data to create a precise approach for managing system pressure. Typically you’re looking at two main components here: electronic controller and proportional solenoid.
Best use case? Operations needing variable pressure control so they can adapt and respond when production demands change. Hydac’s proportional valve technology is a solid example – they work with system integrators like Brennan Industries to help clients optimize hydraulic control systems and really use the full potential of electronic pressure management. Benefits include:
Dynamic control – The big advantage here is pressure adjusts continuously based on what the system actually needs. Electronic signals get integrated, system response gets optimized, control systems link up with other equipment in the facility. It all works together.
Production flexibility – With this technology you can create pressure profiles specific to each production cycle. Get the programming and real-time feedback right, and operations can adapt to changing requirements while maintaining optimal performance. Flexibility like that is huge in modern manufacturing.
Reduced complexity – When pressure control’s managed electronically in one system, operators across different shifts spend way less time making manual adjustments and way more time monitoring overall production. Instead of manually adjusting mechanical settings that might or might not give you the exact pressure you need, this allows for programmable control that’s available to all operators.
Smaller operations usually only need one type. Larger operations though? They might need multiple configurations plus third-party monitoring systems. Regardless of operation size, versatile platforms that unify pressure control, maintenance schedules and safety protocols across departments – those are becoming way more prominent in the market lately.
Different industries use it differently too:
Manufacturing – Multi-press coordination and synchronization. Getting timing right across multiple presses.
Mobile equipment – Load sensing and energy recovery. Makes a big difference in fuel efficiency.
Process control – Temperature and viscosity compensation. Critical for consistent product quality.
Other types worth mentioning – externally-drained, internally-drained, modular cartridge designs. Tons of options out there. From small machine shops all the way to global manufacturing facilities with multiple production lines, there’s an option to fit operational needs and enhance equipment protection throughout the system lifecycle.
System efficiency optimization and equipment reliability – those are the big benefits everyone talks about. But here’s the thing, you gotta achieve it in stages. Can’t just flip a switch. Industry experts have identified three major risk areas when it comes to implementation:
Sizing issues – Engineering teams? They tend to be way less accurate with flow calculations and pressure estimates when systems get complex versus simple ones. More complexity equals wider range of potential problems. I’ve seen projects go sideways because someone undersized a valve by 20% and then couldn’t figure out why the system kept overheating.
Vendor risk – Sometimes operations have to replace their supplier. Maybe the product’s not meeting operational needs anymore, maybe the vendor got acquired (happens all the time in this industry). Either way, replacement costs can skyrocket. One facility I know had to rip out an entire valve system because their vendor went under – cost them three times what the original install did.
Operator training – This one’s critical but people underestimate it. Operations need to actually prepare and train maintenance personnel to service and troubleshoot components properly. Otherwise they’re not gonna spot early warning signs of valve problems. Maintenance management is absolutely key to successful implementation. You can have the best equipment in the world but if your team doesn’t know how to work with it, you’re toast.
Companies wanting to stay competitive and achieve operational excellence – they’re adopting innovative solutions from vendors with feature-packed products and services. Often application-specific stuff, incorporating the newest technology. Smart pressure monitoring, for example. This technology combines IIoT connectivity with traditional pressure control to build more responsive systems that can address pressure issues way faster than old-school setups.
One of the best tech contributions lately? Predictive diagnostics, hands down. Smart solutions have monitoring capabilities that analyze pressure trends and valve performance. Operations get operational insights, maintenance forecasting, clarity on which components need attention before they fail. That’s valuable.
When you’re picking the right system, think about what’s actually driving your operational objectives. Is it the technology? The design? Functions and specifications of the valve? Overall cost, risk and lead time for your project? Product quality and technical support from your vendor? All that matters because your setup is critical to where your operation is now and where it’s going.
IIoT-enabled pressure sensors are using wireless communication protocols these days to transmit real-time data straight to maintenance systems. Operations personnel get actionable information across mobile devices, HMI screens, cloud platforms, wherever they need it. These monitoring systems alert maintenance teams to pressure anomalies they need to deal with before equipment actually fails. Improves equipment effectiveness, improves maintenance team effectiveness. When you pair condition monitoring with machine learning-driven analytics, predictive maintenance and failure prevention during production runs get significantly better.
Some monitoring systems integrate with existing relief valve hydraulic and maintenance management systems. Helps improve work order routing by connecting technicians to the right information on the first try instead of them running around trying to figure out what’s wrong. Use cases include pressure trending (watching how pressure changes over time), temperature monitoring (catching thermal issues early), contamination detection (knowing when oil’s going bad). Automated maintenance alerts and real-time insights from pressure data – those are among the key benefits of condition monitoring for hydraulic systems. Worth looking into if you’re serious about maximizing productivity.



