
Hydraulic valves do not directly control pressure or flow rate; they control the opening of internal flow passages. A hydraulic valve consists of a valve body, valve spool(s), and a control section. The valve body seals the oil, withstands pressure, and forms the flow passages, while the relative motion between the valve body and valve spool determines the shape and area of the opening. Once a pressure difference exists, the flow rate is mainly determined by the opening and the oil viscosity. Since viscosity is difficult to control in practice, varying the opening is essentially the only effective control method. Therefore, a hydraulic valve is essentially a device with variable and adjustable hydraulic resistance.
With the development of hydraulic technology to date, there are tens of thousands of types of hydraulic valves, which are dazzling and overwhelming to learn. However, regardless of the type, all hydraulic valves are composed of a valve body, at least one valve spool, and a control section.
The valve body seals the oil inside the valve and withstands the pressure of the oil.
The valve body has at least two fluid flow ports, forming at least one flow passage.
The valve body and valve spool together determine the shape and opening of the flow passage.
As already mentioned, although both the shape and area of the flow passage have some influence on the flow rate, the smallest flow cross-section in the flow passage, i.e., the opening, has the greatest influence on the flow rate. Therefore, after there is a pressure difference across the flow passage, what determines the flow rate is the opening of the flow passage and the oil viscosity.
The viscosity of ordinary hydraulic oil is only affected by temperature and is difficult to control externally. Eighty years ago, people invented a special type of liquid — electromagnetic fluid, whose viscosity can change with the magnitude of the applied electromagnetic field. However, all electromagnetic fluids invented to date require thousands of volts to change viscosity, and therefore, have not entered practical use.
Therefore, it can be said that at present, changing the opening is the only control means for hydraulic valves, and all hydraulic valves rely on changing the opening to achieve their functions!
Even the nozzle-flapper control and jet control used as pilot valves in classical servo valves, which appear different in shape from ordinary hydraulic valves, can still be regarded as changing the opening.
The opening determines the hydraulic resistance of the hydraulic valve, so essentially speaking, a hydraulic valve is a device with variable and adjustable hydraulic resistance (opening). If the hydraulic resistance (opening) cannot be varied or adjusted, it cannot be considered a hydraulic valve.
Here, “variable” means that during system operation, it changes under the action of a certain pressure, such as relief valves, check valves, etc. “Adjustable” means that it can be controlled by the user (operator), such as directional control valves, throttle valves, etc. This is the essence of hydraulic valves. Starting from this essence, one can fully understand the functions and performance exhibited by hydraulic valves in actual hydraulic systems. Once a hydraulic valve is manufactured, it can only change the opening, i.e., the hydraulic resistance of the flow passage, through the movement (including rotation) of the valve spool within the valve body, thereby limiting the pressure, flow rate, and direction of the oil together with other components in the hydraulic system, and thus affecting the pressure in certain parts of the hydraulic system, and the movement and stopping of actuators. The displacement of the valve spool is represented by the symbol x below. The displacement-opening area characteristic determined by the shape of the valve body and valve spool is a characteristic to be concerned about when understanding all hydraulic valves, hereinafter referred to as the x-A characteristic.
The displacement of the valve spool generally has two limit positions (rotation excepted), mostly limited by the valve body structure. The change in opening can be roughly divided into two types: on-off type and continuous type. On-off type valves, or simply switching valves, have valve spools that basically remain at limit positions during normal operation, or are balanced at a certain intermediate position using spring force, so under normal circumstances, there are only two to three working positions, corresponding to two to three opening and flow passage conditions. Individual valves have four working positions, which are achieved through a combination of multiple valve spools. The time for the valve spool to transition from one limit position to another is much shorter compared to the time it continuously stays at the limit position, and it generally does not remain in the transition state, therefore, generally only the opening at the limit position is concerned, not the opening during the transition state. Continuous type valves, also called continuous control valves, generally have valve spools that can remain at any intermediate position, thus the opening has infinitely many intermediate states. If it cannot stably remain at intermediate positions, then this valve, and even the entire system, will be unstable. Therefore, the x-A characteristic of the valve is roughly as shown in the figure.
From the perspective of basic functions, Europe and America generally divide hydraulic valves into four major categories: pressure valves, flow valves, stop valves, and directional control valves. Pressure valves include relief valves, pressure reducing valves, and sequence valves. Flow valves include throttle valves, two-way flow control valves, three-way flow control valves, and flow divider/combiner valves.
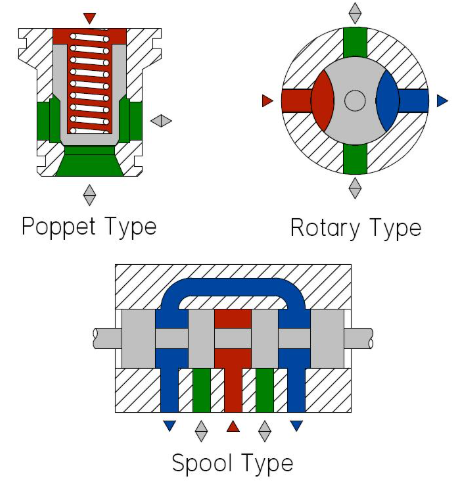
Pressure valves and flow valves belong to continuous valves, and their openings must change continuously with flow rate or pressure, therefore, the degree of fineness in opening changes is very important and sudden changes must be avoided. Stop valves include check valves, pilot-operated check valves, and shuttle valves. Both stop valves and directional control valves belong to switching valves. In Japan and China’s industry, stop valves and directional control valves are classified into one category, called directional valves, i.e., three major categories. From the perspective of valve spool shape and working characteristics, hydraulic valves can be roughly divided into spool valves, poppet valves, and rotary valves.
Spool valves use the outer surface of the valve spool’s land to block the flow passage, and open the flow passage through sliding — displacement, using the groove at the connecting portion of the valve spool. Theoretically, spool valves can also be rectangular or other cylindrical shapes, but they are generally cylindrical because cylindrical shapes, especially cylindrical holes, are relatively easy to machine with high precision. To increase the opening area and reduce flow losses, the diameter d of the connecting portion between the valve spool lands should be as small as possible. However, because different parts of the valve spool are subjected to different forces during operation, resulting in the connecting portion also being subjected to tensile (compressive) forces, therefore, d must not only be sufficient to resist tension and not be pulled apart, but also ensure that elastic deformation under force does not affect the x-A characteristic, especially for those valves with high requirements for opening position. Therefore, it cannot be too small either. To balance radial forces, the grooves on the valve body are generally made to extend around the full circumference.
(To simplify the description, in the following figures, gray represents the valve body and yellow represents the valve spool, which will not be noted individually)
The displacement of the valve spool can be used to change the shape of the flow passage, for example, for directional control valves. Since in principle, the length and displacement of spool valves are not limited, theoretically any number of flow passages can be controlled simultaneously. The valve spool can also be machined hollow, thereby adding one more flow passage. When used as a directional control valve, to reduce pressure loss, it is usually desired that the opening be as large as possible, therefore, full circumferential opening is generally adopted: the land is an ordinary cylinder, and the entire circumference can allow flow. When the valve spool displacement is x, the opening is an annulus with diameter D and width x, with area A = πDx. The relationship between opening area and displacement is shown in the figure, and the opening is maximum when the valve spool reaches maximum displacement x_max. A_max = πDx_max
The displacement of the spool valve’s valve spool can also be used to control the opening, thus used for continuous valves, such as throttle valves, directional throttle valves, multi-way valves, etc. For this purpose, the change in opening needs to be relatively gentle, especially at small openings.
1) Lands with tapered or rounded platforms. The valve spool’s land is machined with a tapered or rounded platform.
2) If axial fine grooves are machined on the land, the opening change at small displacement can be made even more precise. There should be at least two grooves, symmetrically distributed, to balance radial forces. To meet different control requirements in practical applications, different groove shapes can be adopted to form various x-A characteristics.
The A in the figure only considers the pure geometric radial projection area calculated theoretically from the groove shape, which only reflects the throttling effect when the projection area is much smaller than the cross-section of the axial passage. Because, as already mentioned, what plays the main role in the throttling effect is the smallest cross-section in the flow passage. When designing and selecting groove shapes, not only the x-A characteristic that needs to be achieved should be considered, but also the influence of hydrodynamic forces, the influence of valve spool position jitter on system stability, and processing technology and manufacturing cost, especially in mass production. Groove shape processing mostly uses milling, and some manufacturers use die stamping, with almost arbitrary groove shapes and high work efficiency, thus low cost; the key is to handle the deformation caused by stamping properly. Because hole machining is relatively convenient, some manufacturers also use holes of different sizes at staggered positions: using small holes to obtain fine adjustment characteristics at small displacement, and using large holes to obtain large openings at large displacement. Because in the same valve, the maximum displacement allowed for the valve spool is fixed, therefore, after adding tapered platforms, rounded platforms, or grooves, the displacement used for full circumferential opening is reduced, resulting in the opening area A_max at full opening also being smaller. All characteristic curves of valve spools with tapered platforms, rounded platforms, or grooves are within the red area shown in the figure.
A_max = πD (x_max – x_0) ≤ x_maxπD
Where A_max — opening area at full opening; x_max — maximum displacement of valve spool; x_0 — length of tapered platform, rounded platform, or groove; D — valve spool diameter.
For directional (throttle) valves, the two controlled ports A and B are mostly connected to the two chambers of a hydraulic cylinder. Therefore, if the width of the valve spool land and the valve body groove are properly matched, the valve spool movement can simultaneously change two openings, thereby simultaneously affecting the pressure and flow rate of the two chambers of the hydraulic cylinder.
1) Positive opening (negative lap), the land width is smaller than the groove width. When the valve spool is in the neutral position, both ports are open. Therefore, with a slight displacement of the valve spool, the opening area increases in one and decreases in the other, and the area ratio will change significantly, with sensitive response. However, because there is continuous fluid flow even in the neutral position, it is relatively energy-consuming.
2) Zero opening (zero lap, zero-to-zero), the land width is almost equal to the groove width. The opening area ratio responds more sensitively to valve spool displacement. However, manufacturing costs are higher, therefore it is only used for servo control that requires flexible and precise control of piston position, for which there is much in-depth theoretical research.
3) Negative opening (positive lap), the land width exceeds the groove width. Large lap area means less leakage, used for occasions requiring relatively small leakage. However, large lap area means larger dead zone, less sensitive response, and also reduces the opening area at maximum displacement.
There must be clearance between the spool valve’s valve spool and valve body, otherwise it cannot move.
1) Leakage. As long as there is clearance, even with positive lap, there will still be leakage. To reduce leakage, theoretically speaking, the clearance should be as small as possible, but is limited by the following practical influencing factors:
2) Diameter machining deviation. For general mechanical parts, holes and shafts are always machined separately, with recommended fit tolerance standards. However, this causes problems when applied to hydraulic valve spool and valve hole machining: the clearance after assembly of a valve hole with upper limit deviation and a valve spool with lower limit deviation may be several times larger than the reverse; and the leakage is proportional to the cube of the clearance, resulting in large differences in leakage after assembly even though individual parts comply with tolerances. Therefore, some factories assemble according to machining error groups, and some hone valve holes according to valve spool dimensions, making complete interchangeability difficult.
3) Shape errors and position errors. Both valve spool and valve hole machining will have shape errors (such as cylindricity, roundness) and position errors (such as coaxiality, perpendicularity), and these errors need to be measured with expensive instruments such as coordinate measuring machines, roundness testers, etc.
4) Thermal expansion. Different thermal expansion coefficients of valve spool and valve body materials will affect clearance. For example, cast iron has a thermal expansion coefficient of (8.511.6)×10⁻⁶/K, and 45 steel has (10.612.2)×10⁻⁶/K; if the valve body’s thermal expansion coefficient is 1×10⁻⁶/K lower than the valve spool’s, a 10mm bore diameter after a temperature drop of 50K will have a single-sided clearance increase of about 0.25μm. Some manufacturers once ignored this point, resulting in the scrapping of two thousand valves in high-cold regions. During operation, high-pressure oil will deform the valve body and enlarge the valve hole, also increasing clearance; and the clearance of cylindrical spool valves cannot be compensated, and will become larger after wear.
5) Surface roughness. The rougher the surface, the easier it is to wear. The surface roughness Ra of excellent products for spool valve spools and valve holes is generally below 0.1μm.
6) Hardness. The lower the hardness, the faster the wear. At small openings, flow velocity is high, and pollution particles easily wash away sharp edges, turning “zero opening” into “positive opening”. Surface hardness needs to be improved. Low-carbon alloy steel carburization can achieve a hard surface and tough interior, and is commonly adopted.
7) Materials. The surface hardness of valve spool and valve hole depends on the material. European and American companies regard material grades and suppliers as core secrets; material density, inclusions, heat treatment, etc. also affect quality. And the amount of raw materials used for hydraulic valve spools is small, making it difficult to order even if the composition is known. Some manufacturers use PVD/CVD to add high-hardness surface layers such as cubic boron nitride to valve spools.
Poppet valves change the opening through axial movement of the valve spool. The end face of the valve spool and the valve body form the flow passage opening. The displacement has an endpoint (the valve spool lands on the valve body), and at most controls the opening and closing of two flow passages. Forms of poppet valves include ball valves, poppet valves, hemisphere valves, sliding cone valves, plate valves, etc.
For ball valves and poppet valves: if the valve spool and valve hole are absolutely circular, the contact area is a line with no width, and the pressure is infinitely large. After operation, pressure marks will appear to form a sealing band. Poppet valves theoretically have no leakage and have wear self-compensation, with relatively long service life. Leakage is measured in mL/min, and when the amount is small, it is expressed as drops/minute; each mL of mineral oil is approximately 1620 drops. Leakage can be measured with a micro-flow meter or estimated with a measuring cup, and can also be checked for pressure holding capacity with 0.60.8MPa compressed air (leakage is even less at high pressure). The force of oil acting on the valve spool increases with the square of the hole diameter, and spring force also needs to increase synchronously.
Steel balls have mature technology and low prices, but balls roll easily, and displacement of the sealing band easily causes leakage; the larger the opening, the easier it is to roll away, only used for small flow (≤10L/min) switching valves.
Metal poppet valve spools have high single-piece machining costs (engineering plastics can be batch injection molded). x-A characteristic: when the poppet valve cone angle is 2α, for valve spool displacement x, the opening area A = x × sinα × πD; displacement fluctuation Δx corresponds to area fluctuation ΔA = Δx × sinα × πD. The smaller α is, the smaller ΔA and the more stable the hydraulic resistance, so continuous valves often take small α (10°~15°, if too small, large displacement is needed to obtain large flow area). The sealing line of poppet valves is stable. After assembly, hammering/static pressing of the valve spool can compensate for geometric errors (line contact becomes surface contact) and work-harden the sealing band, with basically zero leakage and improved durability. Simple poppet valves have poor guidance and are only used for small flow occasions.
Can still seal relatively well when the axis is skewed, superior to poppet valves.
There are two forms: valve spool with cone surface and valve body with cone surface; the valve spool has guidance, the opening can be very large, and it is a commonly used cover plate type two-way valve form for large flow circuits. The guiding cylindrical surface and sealing cone surface need high coaxiality to ensure sealing; sliding cone valves with buffer heads can adjust x-A characteristics through the shape/depth/number of grooves, with good stability but many strokes and high coaxiality requirements.
Also called flat valves or butterfly valves, have large sealing area and are easy to seal (like household faucets); but the flow passage is vertical, oil easily generates vortex flow, pressure loss is large, and is rarely used in hydraulic technology.
Poppet valves: Valve spool displacement opens immediately, fast response; axial force is unbalanced, requiring large driving force, prone to vibration and noise; superior pollution resistance (sealing surface contaminants are easily flushed away); theoretically no leakage but actually has small leakage, and after valve spool and valve body are scratched by pollution particles, leakage cannot be compensated; sliding cone valve guidance clearance is small, easily jammed by contaminants.
Rotary valve spools are spherical/cylindrical and change the opening through rotation.
The valve body is welded/flange-fastened, and the valve spool is a ball with a cylindrical hole. After connection, hydraulic resistance is small and shut-off sealing is good (like household faucets); but the radial force-bearing area is large and unbalanced, making switching laborious at high pressure, and is rarely used in hydraulics.
Can achieve directional and throttling functions, and with appropriate arrangement, can balance hydraulic forces (slightly unbalanced in neutral position). Ordinary electromagnets require translation-rotation mechanisms to drive; stepper/servo motors need to be equipped with speed reducers (high speed, low torque).
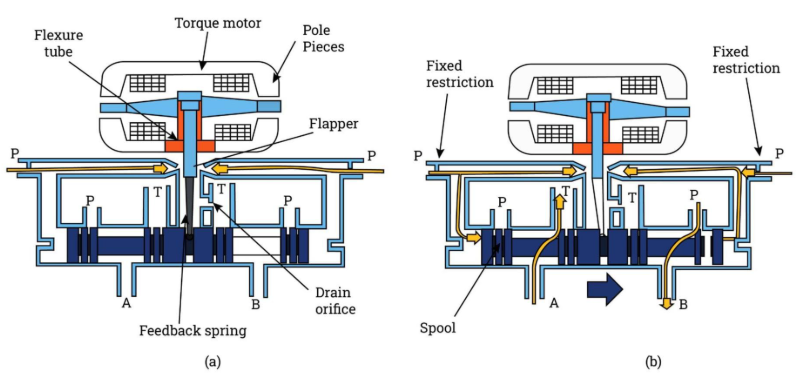
The pilot section of classical servo valves has a different shape from spool valves/poppet valves/rotary valves:
Nozzle-flapper type: Moving the flapper changes the nozzle outflow, creating a differential pressure to push the working valve spool.
Jet type: Moving the jet nozzle creates differential pressure on both sides.
Working parameters of the two types of valves:
| Parameter | Unit | Nozzle-Flapper Type | Jet Type |
|---|---|---|---|
| Nozzle diameter d | mm | 0.25~0.5 | 0.12~0.2 |
| Adjustment amount x | mm | ±(0.25~0.075) | ±0.47 |
| Maximum inlet pressure p_P | MPa | 35 | 7 |
| Working flow rate q | L/min | 0.3~2 | 0.1~2 |
The control force to push the flapper/jet nozzle is small and the response is sensitive, commonly used as the pilot stage of servo valves. The essence is changing the opening, but the working principle is dynamic pressure rather than typical static pressure, and is not considered a typical hydraulic valve.