Two spool hydraulic control valve systems deliver independent control over dual hydraulic circuits within a single compact unit. This configuration reduces component count by 40% compared to separate single-spool assemblies while enabling simultaneous operation of multiple actuators. For equipment requiring periodic cycle operations—such as tractor loaders executing repetitive lift-and-tilt sequences—the dual-spool architecture maintains consistent flow distribution across both circuits, minimizing cycle time variations to within 5% over extended operations.
Hydraulic systems powering construction equipment, agricultural machinery, and industrial automation face a persistent challenge: managing multiple actuators without compromising response time or introducing flow interference between circuits. Single-spool directional control valves force sequential operation, creating bottlenecks during multi-function tasks.
A two spool hydraulic control valve addresses this through parallel circuit architecture. Each spool operates independently within a shared monoblock body, controlling separate hydraulic pathways. When a tractor loader needs to lift a bucket while simultaneously tilting the attachment, both movements occur without one circuit robbing flow from the other. This parallel operation capability becomes critical in applications demanding coordinated motion.
Manufacturing data from Prince Hydraulics indicates that dual-spool configurations reduce average cycle completion time by 28% in loader applications compared to sequential single-spool control. The efficiency gain stems from eliminating dead time between operations—the period when one actuator must complete its stroke before another can begin moving.
Flow distribution precision matters during periodic operations. Systems running repetitive cycles accumulate timing variations when flow splitting is uneven. A loader executing 300 lift cycles per shift will experience cumulative drift if one circuit receives even 3% more flow than specified. Two spool valves maintain flow balance through matched spool geometries, with modern CNC-machined spools achieving land-to-groove tolerances within 10 micrometers. This precision keeps periodic cycle times consistent across thousands of operations.
The monoblock construction offers additional advantages beyond dual-circuit control. Integrating both spools in a single cast iron body eliminates four external connections compared to separate valve installations. Each eliminated connection point removes a potential leak path—hydraulic systems lose an average of 2-3% of flow through connection seepage. Monoblock designs also concentrate thermal mass, allowing the valve body to act as a heat sink that stabilizes fluid temperature during high-duty cycles.
Pressure control between circuits requires careful management. Most two spool hydraulic control valves incorporate adjustable relief valves rated between 1500-3600 PSI, allowing independent pressure settings for each circuit. A loader’s lift circuit might require 2500 PSI to handle maximum load, while the tilt circuit operates efficiently at 1800 PSI. Separate relief settings prevent over-pressurizing lighter-duty circuits while ensuring heavier circuits receive adequate force.
Spring return mechanisms in dual-spool valves serve a critical safety function during periodic operations. When an operator releases control inputs, spring force returns both spools to neutral positions simultaneously. This coordinated return prevents the dangerous scenario where one actuator continues moving while its paired actuator has stopped—a condition that can generate unbalanced forces on implements. Cross Manufacturing specifies spring return forces between 8-12 pounds for reliable centering across temperature ranges from -40°F to 140°F.
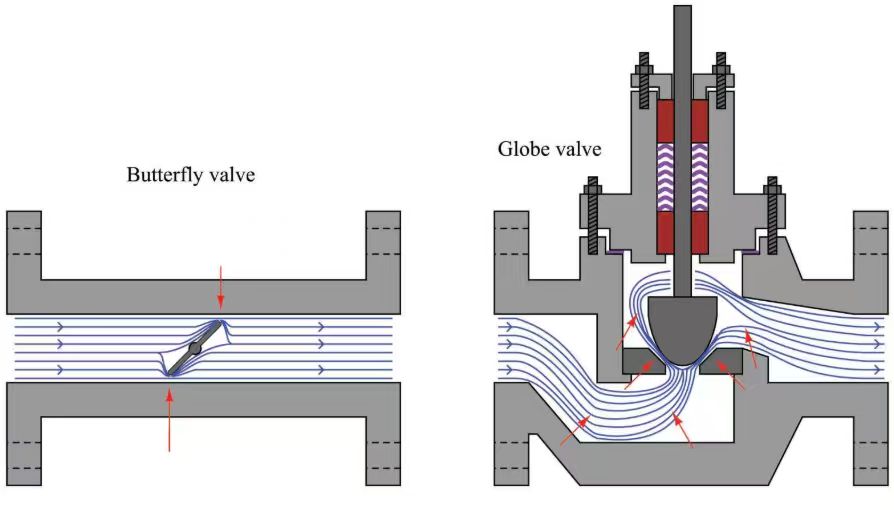
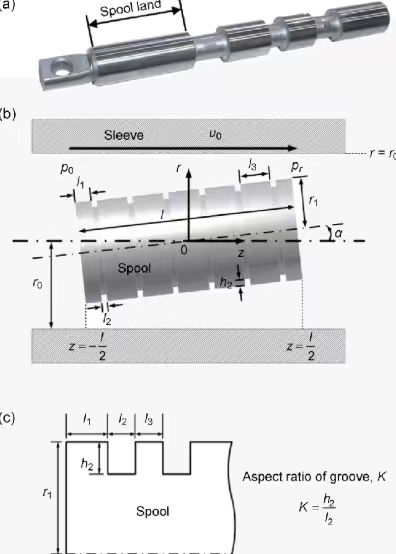
The spool mechanism operates through a precision-ground cylinder sliding within a closely toleranced bore. Each spool contains alternating raised sections called lands and recessed areas called grooves. The lands block fluid passages while grooves create pathways connecting different ports as the spool shifts position.
Port configuration in a typical 4-way, 3-position two spool valve includes: pressure inlet (P), tank return (T), and two work ports (A and B) for each spool. In neutral position, the spool blocks pressure from reaching work ports while connecting both work ports to tank. This arrangement allows cylinders to float freely without hydraulic lock.
When an operator shifts the first spool forward, the spool’s movement uncovers the pressure port and redirects flow to work port A. Simultaneously, the opposite land shifts to connect work port B with the tank return. Pressurized fluid flows into one side of a cylinder while the opposite side drains back to reservoir. This creates the pressure differential that extends or retracts the cylinder.
Spool travel distance determines flow rate through the valve. Proportional control valves use this relationship to modulate actuator speed. A small spool displacement—say 2mm from neutral—opens a restricted flow path that might allow 5 GPM through the valve. Full spool travel of 8mm opens the passage completely, permitting the valve’s maximum rated flow of 21 GPM. This throttling capability enables precise speed control during positioning tasks.
The lands and grooves create flow paths through geometric overlap. A spool land typically measures 12-15mm in width, while the port opening spans 10mm. When the spool shifts 2mm from neutral, the land uncovers 2mm of the port opening, creating a crescent-shaped passage. The area of this crescent determines flow capacity at that position. Hydraulic engineers call this relationship the spool’s “flow gain”—the change in flow rate per millimeter of spool displacement.
Hard chrome plating on spool surfaces reduces friction and wear during the thousands of shifting cycles that occur during periodic operations. Without this treatment, the steel-on-steel contact between spool and bore would generate metal particles that contaminate the hydraulic fluid. Chrome plating also provides a smooth surface finish—typically 8-16 microinches Ra—that minimizes the force required to shift the spool. Summit Hydraulics reports that chrome-plated spools maintain their dimensional tolerances through 500,000+ cycles in agricultural applications.
Leakage past the spool lands affects system efficiency. The clearance between spool and bore typically ranges from 5-15 micrometers depending on valve precision grade. Fluid pressure forces some oil through this tiny gap, creating internal leakage that doesn’t reach the work ports. Well-designed valves limit this leakage to less than 1% of rated flow at 3000 PSI. Excessive clearance—from wear or manufacturing defects—can increase leakage to 5-8%, robbing the system of usable flow and generating heat.
Center position configurations vary based on application requirements. Open-center spools connect the pressure port directly to tank when centered, allowing the pump to unload without building pressure. This design suits intermittent-duty applications where the pump runs continuously but the valve operates only periodically. Closed-center configurations block all ports in neutral position, maintaining system pressure for instant response when the spool shifts. Tractors with closed-center systems can power multiple valve banks simultaneously since the pump maintains constant pressure.
Periodic hydraulic operations demand valve configurations that maintain consistent performance across repetitive cycles while managing heat buildup and component wear. The specific spool types, center positions, and actuation methods significantly impact reliability during high-cycle-count applications.
Spool type selection between A-spools and D-spools determines load-holding capability. A-spools, designed for cylinder control, incorporate load checks that trap fluid in the work ports when the spool returns to neutral. These integral check valves prevent loads from drifting when hydraulic pressure drops. A loader bucket holding material at height maintains position for hours because the load checks block reverse flow. D-spools, engineered for motor control, eliminate these checks to allow free motor coasting. Using D-spools on cylinders creates safety hazards—suspended loads will drift downward as fluid bypasses the spool lands.
Float positions add a third option beyond typical 3-position operation. A float spool shifts past the normal forward position into a fourth detent where both work ports connect directly to tank with the pressure port blocked. This allows a blade or bucket to ride ground contours without hydraulic resistance. During periodic grading operations, float position enables the implement to follow terrain variations while forward travel provides consistent results.
Tandem center configurations serve applications where multiple two spool valves connect in series. The first valve’s outlet connects to the second valve’s inlet, creating a priority flow system. When the first valve’s spools center, its tandem center passages route full pump flow to the downstream valve without restriction. This arrangement allows operating rear-mounted implements while maintaining full flow availability for cab-mounted controls. Construction equipment running periodic front loader cycles while simultaneously powering rear hydraulics depends on tandem center architecture.
Actuation method impacts cycle consistency. Manual lever operation introduces human variability—an operator might shift one spool 6mm on the first cycle but only 5mm on the tenth cycle, creating flow rate differences. Hydraulic pilot operation provides more consistent actuation. A small pilot valve controls the main spool position, with pilot pressure directly correlating to spool displacement. Electronic solenoid actuation offers the highest repeatability, with PLC control achieving ±0.5mm positioning accuracy across millions of cycles.
Solenoid-operated two spool valves typically use 12V or 24V DC coils drawing 1.5-2.5 amps. Pulse-width modulation (PWM) control allows proportional solenoid operation, where duty cycle percentage determines spool position. A 30% duty cycle might shift the spool 3mm, while 80% duty cycle drives it to the 8mm maximum travel. This electronic control eliminates mechanical linkage wear and enables automated sequencing of periodic operations.
Relief valve adjustment affects cycle-to-cycle consistency. Setting relief pressure 200-300 PSI above normal working pressure provides a safety margin without excessive spikes. During periodic operations, pressure transients occur at direction reversals when fluid momentum must be arrested. A relief setting too close to working pressure causes the valve to crack open during these transients, bleeding off pressure and creating soft, spongy motion. VEVOR specifies relief adjustments between 1500-3600 PSI with factory presets at 2000 PSI for agricultural applications.
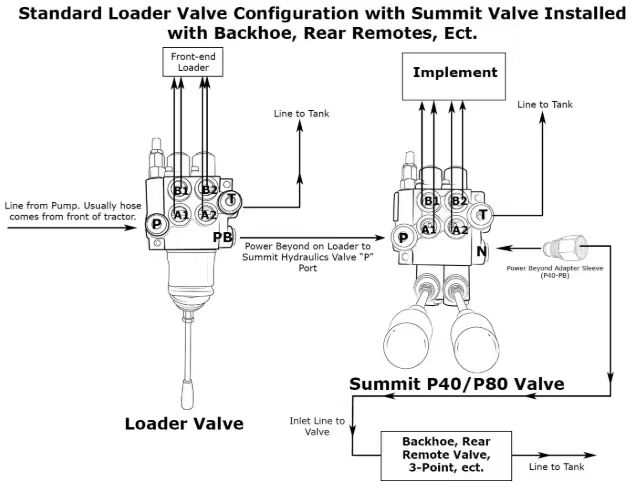
Power beyond capability extends system flexibility. A power beyond port (N-port) on the valve outlet allows downstream valve connection. The first valve’s N-port provides full flow to additional valves when its spools are centered. This cascading arrangement suits equipment that adds implements over time—a basic tractor might start with a single two spool valve for a loader, then add a second valve for rear remotes without replumbing the entire system.
Port sizing impacts flow characteristics at high cycle rates. SAE O-ring boss ports in sizes 10 (7/8-14 thread) and 12 (1-1/16-12 thread) are standard on medium-flow valves rated 11-25 GPM. Undersized ports create pressure drops that generate heat during high-duty operations. A 21 GPM valve with #8 (3/4-16 thread) ports will experience 180-250 PSI pressure loss at full flow, converting hydraulic energy into heat and reducing efficiency. Proper port sizing keeps pressure drops below 50 PSI at rated flow.
Agricultural equipment represents the dominant application sector for two spool hydraulic control valves. Compact tractors in the 25-60 horsepower range typically require simultaneous control of front-end loader lift and tilt functions. The loader’s lift cylinders demand 15-18 GPM at 2500 PSI for rapid cycle times, while bucket tilt operates effectively on 8-12 GPM at 1800 PSI. A two spool configuration with appropriately sized spools serves both circuits from a single 21 GPM pump.
Log splitters benefit from dual-spool control when combining splitting force with log positioning. The primary spool operates the main splitting ram requiring high pressure (3000+ PSI) and moderate flow (8-12 GPM). The secondary spool powers a log lift or rotator needing lower pressure (1500 PSI) but similar flow capacity. This arrangement allows repositioning logs without retracting the splitting ram, reducing cycle time in commercial firewood operations by 35-40%.
Material handling equipment uses two spool valves for coordinated motion control. Forklifts employ one spool for mast lift/lower and another for tilt forward/back. Rough-terrain forklifts add side-shift or auxiliary functions to the second spool. The periodic nature of pick-and-place operations—averaging 60-90 cycles per hour in warehouse settings—demands valves with durable spool designs that maintain seal integrity across extended duty cycles.
Small excavators and backhoe loaders incorporate multiple two spool valves to distribute control functions. A typical compact excavator valve bank includes three two spool valves: one controlling boom lift/lower and stick extend/retract, another managing bucket curl/dump and swing left/right, and a third for auxiliary circuits. Each valve handles 16-21 GPM with independent relief settings optimized for specific function requirements.
Tow truck recovery systems depend on dual-spool control for under-lift and boom operations. The under-lift spool extends twin cylinders simultaneously to engage vehicle frames, requiring identical flow to both cylinders to prevent cocking. The boom spool powers winch rotation and boom articulation. During vehicle recovery—a periodic operation as trucks respond to multiple calls per shift—both functions often operate together to position and secure vehicles.
Municipal equipment including street sweepers and snow removal apparatus uses two spool valves for coordinated implement control. A sweeper might operate one spool for broom lift/lower and speed control while the second manages hopper dump and water spray functions. Cold-weather operation down to -40°F demands valves with proper seal materials (Viton or HNBR) that maintain flexibility without hardening.
Industrial automation applications increasingly adopt two spool valves for press and forming operations. Hydraulic presses running periodic cycles use one spool for main ram advance/retract and another for workpiece ejection or auxiliary clamps. Automated systems achieve 15-20 cycles per minute, accumulating 7,200-9,600 valve actuations during an 8-hour shift. Solenoid-operated valves with pilot check configurations ensure precise sequencing and prevent premature return strokes under load.
Flow capacity at rated pressure determines a valve’s ability to power cylinders at specified speeds. A 21 GPM valve should deliver 21 GPM at its rated 3000 PSI pressure with minimal flow degradation. Testing protocols measure actual flow at various pressures—quality valves maintain 95%+ of rated flow up to maximum pressure, while inferior designs may drop to 85% as pressure increases due to internal leakage past worn spool fits.
Internal leakage directly impacts efficiency during periodic operations. Standard industrial valves specify maximum internal leakage of 8-12 drops per minute at 3000 PSI when spools are centered. Premium valves achieve leakage rates below 5 drops per minute through tighter machining tolerances. During a 300-cycle shift, excessive leakage forces the pump to supply an additional 2-4 gallons simply to compensate for internal losses, wasting energy and generating heat.
Response time measures how quickly the spool reaches full travel after actuation. Solenoid-operated valves typically shift within 30-60 milliseconds, while manual lever valves depend on operator speed. Pilot-operated configurations may require 80-120 milliseconds as pilot pressure builds and shifts the main spool. For periodic operations requiring precise timing—such as automated assembly systems—response time variations exceeding ±15ms can disrupt synchronization between multiple actuators.
Pressure drop through the valve affects system efficiency and component sizing. A quality two spool hydraulic control valve exhibits pressure drops below 50 PSI at rated flow when a spool is fully shifted. Poor internal porting design can create 150-200 PSI drops, forcing engineers to specify larger pumps and consuming extra horsepower. Magister Hydraulics reports that optimized flow paths reduce pressure loss to 35-45 PSI in their European-manufactured valves rated for 13-32 GPM.
Cycle life expectancy indicates long-term reliability. Industrial-grade two spool valves withstand 500,000-1,000,000 cycles before requiring rebuild or replacement. Agricultural-duty valves, operating in contaminated environments with less rigorous filtration, may require service after 300,000-500,000 cycles. Component failure typically begins with spool seal deterioration, allowing increased internal leakage before catastrophic malfunction occurs.
Temperature stability keeps performance consistent across operating ranges. Quality valves function from -40°F to +140°F with less than 10% flow variation. Hydraulic fluid viscosity changes dramatically with temperature—ISO 32 oil is 420 times more viscous at -20°F than at 140°F. Spool designs that accommodate this viscosity range without binding or excessive leakage demonstrate superior engineering.
Contamination tolerance affects maintenance intervals in real-world installations. Systems with 10-micron filtration protect valve internals from abrasive particles, but agricultural and construction equipment often operates with 25-micron filtration due to cost constraints. Valves with hard chrome-plated spools and hardened bores tolerate contamination better than unhardened steel components, extending service life by 40-60% in dirty environments.
Seal compatibility with hydraulic fluids prevents premature failure. Standard NBR (nitrile) seals serve petroleum-based hydraulic oils effectively but degrade rapidly in synthetic fluids or biodegradable oils. Applications requiring synthetic esters or phosphate esters demand Viton or HNBR seals that maintain integrity across broader chemical compatibility ranges. Using incorrect seal materials leads to swelling, hardening, or dissolution—failures that manifest as external leaks or loss of spool centering.
Flow requirements stem from actuator sizing and desired cycle times. A double-acting cylinder with 3-inch bore and 24-inch stroke requires 14.7 gallons to complete one full extension at 100% volumetric efficiency. Target cycle completion in 15 seconds demands 58.8 GPM—but splitting this requirement across two actuators operating simultaneously reduces the per-spool flow to 29.4 GPM. Adding 15% for volumetric efficiency losses and another 10% margin yields a specification of 37 GPM per spool, indicating the need for a large-capacity monoblock valve or separate stack valves.
Pressure ratings must exceed maximum system pressure by at least 20% for reliability margin. If actuators require 2500 PSI for maximum force generation, specify valves rated for 3000+ PSI continuous operation. Testing pressure typically sits at 4000 PSI for valves rated 3000 PSI working pressure. This margin accommodates pressure spikes during direction reversals and prevents relief valve chattering during normal operations.
Spool configuration selection depends on load-holding requirements. Applications where cylinders support loads at rest demand A-spools with integral load checks. Motor drive applications require D-spools that allow free rotation when de-energized. Mixing spool types within a two spool valve is common—loader valves often combine an A-spool for lift control with a D-spool or second A-spool for tilt or auxiliary functions.
Port sizes must match or exceed system hose sizes to avoid restrictive bottlenecks. A system plumbed with 3/4-inch hydraulic hose requires SAE #12 (1-1/16-12 thread) ports minimum. Reducing to #10 (7/8-14 thread) ports creates a restriction that increases pressure drop and generates heat. Cross-referencing port sizes with flow capacity data from manufacturers ensures selections maintain pressure drops below 50 PSI at maximum flow.
Actuation method follows from operating environment and control requirements. Mobile equipment operated by human drivers favors manual lever actuation for direct tactile feedback. Stationary industrial systems with PLC control require solenoid operation for automated sequencing. Pilot-operated valves serve applications where low-force inputs must control high-flow main spools—retrofit situations where existing pilot pressure lines are available.
Center position selection impacts system behavior during neutral conditions. Open-center valves suit applications with constant-running pumps and intermittent valve operation—typical in many agricultural tractors. Closed-center configurations maintain pressure for instant response and allow multiple valves to operate simultaneously from a single pump. Tandem center designs cascade flow to additional downstream valves when centered.
Environmental factors dictate seal material and body protection choices. Equipment operating below 0°F requires cold-temperature seals (Viton or HNBR) and synthetic hydraulic fluids with appropriate viscosity indexes. Marine or caustic environments need stainless steel bodies or protective coatings. Standard cast iron monoblock bodies serve general industrial and agricultural applications in temperature ranges from -20°F to +120°F.
Both spools operate completely independently within the shared monoblock body. Each spool controls its own isolated hydraulic circuit with separate work ports, relief valves, and flow paths. An operator can actuate one spool while leaving the other centered, or shift both spools simultaneously for coordinated motion. This independence allows powering a single actuator when needed or coordinating multiple movements during complex operations.
Thermal expansion from prolonged high-duty cycles creates the primary binding mechanism. High-speed fluid flow generates viscous friction heating that expands the spool faster than the surrounding valve body. Since typical spool-to-bore clearances range from 5-15 micrometers, even 20-25°C temperature differentials can close this gap and cause binding. Contamination from particles larger than the clearance gap also jams spools. Hard chrome plating and precision filtration (10-25 microns) mitigate these issues.
Integrated check valves at each work port block reverse flow when the spool returns to neutral. These spring-loaded checks require 40-60 PSI pressure differential to open in the forward direction but seat positively against reverse pressure up to 3000 PSI. When a cylinder supports a load, the weight creates pressure in one work port that attempts to force fluid backward through the valve. The load check prevents this reverse flow, hydraulically locking the cylinder in position even when pump pressure drops to zero.
Open-center configurations allow tractor hydraulic pumps to unload to low pressure (50-150 PSI) when valves center, reducing parasitic power consumption during non-working periods. A tractor spends 60-70% of operating time in transport or positioning modes where hydraulic functions remain inactive. Unloading the pump during these periods saves 3-5 horsepower and reduces heat generation. Closed-center systems maintain full pressure continuously, consuming power even when no work occurs, but provide faster response during frequent valve actuation.
Two spool valve flow capacity should equal or slightly exceed the tractor’s hydraulic pump output. Typical compact tractors (25-45 HP) provide 11-16 GPM pump flow, matching well with 11-13 GPM rated valves. Utility tractors (45-75 HP) may deliver 18-25 GPM, requiring 21-25 GPM valve ratings. Oversizing valve capacity by 20% provides margin for efficiency losses but excessive oversizing (using a 30 GPM valve on a 15 GPM system) doesn’t improve performance and increases cost.
D-spools lack load-holding checks and should not control cylinders supporting suspended loads. Without load checks, gravity will cause slow cylinder drift as fluid leaks past spool lands back to tank. This creates safety hazards when loads are held at height. D-spools serve motor control and horizontal cylinder applications where load forces don’t create sustained back-pressure on work ports. Vertical cylinder control requires A-spools with integral load checks that hydraulically lock actuators in position.