
Our engineers bring 20+ years of hands-on experience specifying, rebuilding, and troubleshooting hydraulic cylinders across construction, mining, marine, and OEM manufacturing. This guide reflects field knowledge — not just catalog data.
Depending on who you ask and where they work, hydraulic cylinders go by different names — rams, jacks, actuators. The terminology varies, but the underlying principle doesn’t. All hydraulic cylinders operate on Pascal’s law: force equals pressure multiplied by piston area. A pump pressurizes the fluid, and the cylinder converts that pressure into straight-line mechanical motion.
What actually differs between cylinder types is how they’re built, how many directions they push, and what kind of abuse they’re designed to handle. We’ve put this guide together to cover the major categories — by operating principle, by construction method, and by specialized function. If you’re selecting cylinders for new equipment or chasing down a replacement for a unit that’s failed in the field, these distinctions matter.
Single-Acting Hydraulic Cylinders
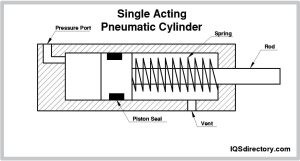
Hydraulic jacks, log splitters, and single-stage lift tables all share a common design: the cylinder only does work in one direction. Pressurized fluid extends the piston rod through a single port, and something else — gravity, a return spring, or the weight of the load — brings it back. One hose, one fitting, fewer seals, and a simpler pump circuit add up to lower cost and fewer leak points.
The limitation is retraction control. You can’t precisely govern how fast or how evenly a spring or gravity return brings the rod home. For applications that need accurate positioning in both directions — a press platen that has to retract at a controlled rate, for instance — single-acting designs aren’t the right fit.
Double-Acting Hydraulic Cylinders
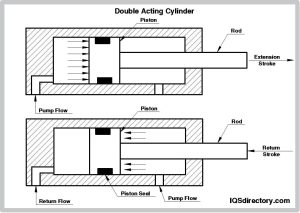
Double-acting cylinders use pressurized fluid on both sides of the piston, with two ports connecting to a directional control valve. That gives you powered extension and powered retraction — which is why this type accounts for the majority of cylinders in both industrial and mobile hydraulic systems.
One thing worth noting: push force and pull force are never equal on a standard double-acting cylinder. The rod takes up space on one side, so the effective piston area is smaller during retraction. On a 4-inch bore cylinder with a 2-inch rod running at 3,000 PSI, you get roughly 37,700 lbs of push but only about 28,300 lbs of pull. Per Parker’s Industrial Hydraulic Technology Handbook, this area ratio should be one of the first things you check when an application requires meaningful force in both directions — crane boom retraction, press return strokes, or any circuit pairing cylinders with directional control valves.
Tie-Rod Hydraulic Cylinders
Tie-rod cylinders are named for the external threaded steel rods — usually four — that hold the end caps against the barrel. What makes them popular in factory settings is standardization. NFPA (National Fluid Power Association) publishes dimensional standards for tie-rod cylinders, which means bore sizes, mounting patterns, and port locations are interchangeable across manufacturers. When a cylinder fails on a hydraulic press or packaging line, a maintenance crew can often pull a replacement off the shelf without custom-ordering anything.
That said, the construction has limits. External tie rods add bulk, and under sustained high pressure, the rods can stretch. Most tie-rod cylinders stay below 3,000 PSI. On mobile equipment — construction rigs, forestry processors, agricultural implements — you’ll almost always see welded designs instead.
Welded Body Hydraulic Cylinders
Welded cylinders skip the tie rods entirely. The end caps are welded straight to the barrel, which produces a compact, rigid unit that fits into the tight envelopes mobile equipment demands. No external fasteners to vibrate loose. Thicker barrel walls relative to bore diameter. Operating pressures of 3,500 to 5,000 PSI are common — well above what most tie-rod designs handle.
When a welded cylinder needs internal work — a scored bore, a blown piston seal — you’re looking at a shop job. The end cap gets cut off, the repair is made, and the cap gets re-welded. There’s no field-stripping these the way you can with tie-rod cylinders. That makes getting the replacement specs right the first time especially important. Accurate bore, rod, stroke, and mounting measurements save the kind of back-and-forth that turns a two-day repair into a two-week headache.
Telescopic Hydraulic Cylinders
On a Class 8 dump truck, the bed needs somewhere around 15 to 20 feet of stroke to reach full dump angle. The cylinder has to fit behind the cab when retracted. A standard single-stage cylinder with that kind of stroke would be impossibly long. Telescopic cylinders solve this with three to five nested stages that extend one after another, largest diameter first.
Something to keep in mind: force drops with each successive stage because the piston area gets smaller. The first stage produces the highest force; the last stage produces the least. For dump applications, this actually lines up well — the heaviest load occurs at the start of the tilt, when the first stage is doing the work. But on other applications, make sure you calculate force at each stage, not just the first. A 5-stage cylinder rated at 50 tons on stage one might only deliver 12 tons on stage five.
Both single-acting and double-acting telescopic cylinders exist. Single-acting versions rely on gravity for retraction and handle most dump body work. Double-acting telescoping is more expensive and mechanically complex, but certain crane booms and aerial platforms require powered retraction against resistance.
Ram Cylinders
A ram — sometimes called a plunger cylinder — doesn’t use a conventional piston. The rod itself serves as the force-transmitting element, with hydraulic fluid pushing directly against its end. No piston seals means virtually zero internal friction and no cross-piston leakage, which is why rams are so reliable on high-force pushing applications: hydraulic presses, compactors, vertical lifts.
They’re strictly single-acting and heavier than a piston cylinder of the same bore, since the rod diameter equals the bore diameter. For teams maintaining ram-equipped systems, recognizing early signs of cylinder performance degradation is worth the effort — because when a ram eventually does fail, the repair usually involves the entire rod assembly.
Differential Cylinders
Hydraulic press operators know the problem: the ram has to travel a long open-air distance before the tooling contacts the workpiece, and that approach needs to be fast. But once the tooling engages, the system needs maximum force. A differential cylinder — really a double-acting cylinder with a specific area ratio — handles both.
During rapid approach, oil displaced from the rod side gets redirected to the cap side through a regenerative circuit. Pump flow and rod-side return flow combine, so the cylinder extends at roughly double normal speed but with reduced force. When resistance increases (tooling hits the workpiece), the circuit switches to standard mode — full pressure on the cap-end area, slower speed, maximum tonnage. Injection molding clamp mechanisms use the same principle for fast close-up followed by high clamping force.
Rephasing Cylinders
If you’ve ever seen a tilt-deck trailer where one side lifts faster than the other, you’ve seen the problem rephasing cylinders are designed to prevent. When two or more cylinders have to stay synchronized under uneven loads, rephasing cylinders handle it mechanically — no flow dividers, no electronic feedback, no extra valving.
The mechanism is straightforward. Oil bypasses internally at end-of-stroke, so whichever cylinder reaches full extension first stops and feeds its flow to the lagging one until both are fully extended. Synchronization resets on every stroke. One caveat: rephasing cylinders are designed for full-stroke operation. Applications that frequently use partial strokes can fall out of sync, and that’s where you’d want to consider electronic position control or precision flow dividers instead.
Cushioned Cylinders
If you’ve ever heard a hydraulic cylinder bottom out hard at end-of-stroke — that metallic bang followed by a shudder through the frame — you’re hearing kinetic energy that should have been absorbed, not transmitted. Cushioned cylinders fix this by restricting oil flow as the piston approaches the cap, converting speed into controlled heat.
The cushion is typically adjustable. Too much restriction stalls the cylinder just short of full travel. Too little, and the impact persists. On high-cycle equipment — stamping presses, transfer lines — getting this dialed in matters because millions of strokes amplify even minor impact loads into cracked mounts, scored barrels, and blown seals. Poorly adjusted cushions also create pressure spikes that travel upstream through the circuit. We’ve seen cases where a system-wide pressure anomaly traced back to nothing more than a cushion needle valve set two turns too far out.
Position-Sensing Smart Cylinders
Magnetostrictive position sensors embedded inside the cylinder barrel can track piston location in real time to within ±0.1 mm. The technology has been around since the 1980s, but housing the sensor internally — rather than bolting an external transducer to the rod — has made it practical for the vibration, shock, and contamination typical of industrial environments. Smart cylinder feedback feeds directly into PLCs for closed-loop position and velocity control, which you’ll find on synchronized multi-axis press systems, automated welding cells, and precision material handling lines.
Cylinder Type Comparison
| Cylinder Type | Action | Typical PSI Range | Best Suited For |
|---|---|---|---|
| Single-Acting | One direction | Up to 10,000 | Jacks, lifts, log splitters |
| Double-Acting | Both directions | Up to 5,000+ | Excavators, presses, steering |
| Tie-Rod | Single or double | Up to 3,000 | Factory presses, packaging, NFPA-standard equipment |
| Welded Body | Single or double | 3,500–5,000 | Mobile equipment, construction, forestry |
| Telescopic | Single or double | Varies by stage | Dump trucks, crane booms, aerial platforms |
| Ram / Plunger | Single only | Up to 10,000 | Presses, compactors, vertical lifts |
| Differential | Double (regenerative) | System-dependent | Press rapid-advance, injection molding |
| Rephasing | Double (synchronized) | System-dependent | Tilt decks, parallel lifts, leveling platforms |
| Cushioned | Single or double | Any | Stamping presses, transfer lines, high-cycle automation |
| Position-Sensing | Double (closed-loop) | Any | CNC presses, automated welding, precision handling |
Selecting the Right Cylinder for the Application
Start with the job, not the catalog. Does the load require force in one direction or two? How much stroke, and how much room do you have when the cylinder is collapsed? What’s the system operating pressure? Is this going on a machine that sits in a climate-controlled plant, or one that works outside in freezing mud?
Force calculation — pressure times piston area — is the easy part. The harder questions involve rod buckling limits on long-stroke cylinders (ISO 6022 provides column strength guidelines), seal compatibility with the hydraulic fluid and operating temperature, and whether the mounting style can tolerate the side loads the application will actually produce. The Fluid Power Handbook published by the IFPS (International Fluid Power Society) is worth keeping on the shelf for reference when specifying cylinders outside your usual range.
No cylinder operates in isolation. It sits inside a system with pumps, valves, a reservoir, and fluid that may or may not be clean. We’ve seen perfectly specified cylinders underperform because the directional valve feeding them had worn spool clearances nobody had caught. Industry-wide, fluid contamination remains the root cause of an estimated 70–80% of hydraulic component failures (a figure consistent across multiple studies cited by Parker Hannifin and Bosch Rexroth). The cylinder is only as reliable as the system around it.
If you’re working through a cylinder selection for construction, agriculture, or industrial manufacturing applications, take the time to consider the full circuit — not just the cylinder spec sheet. That extra half hour of system-level thinking prevents the kind of repeat failures that cost real money.